中文 
H
熱銷產品







































































H
熱點新聞C
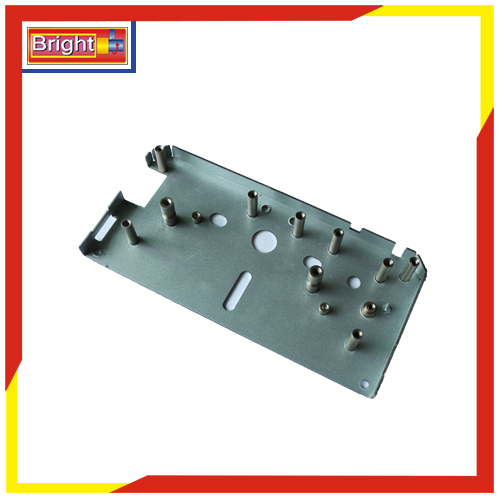
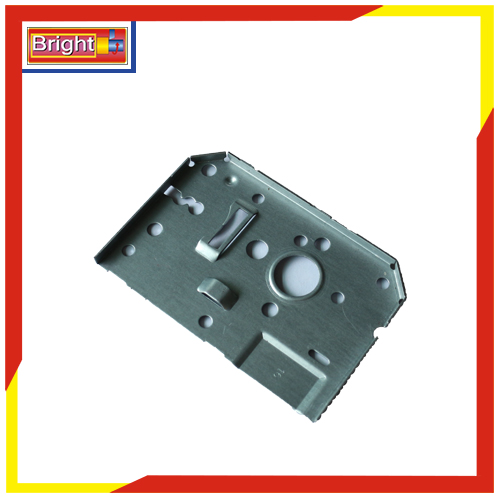
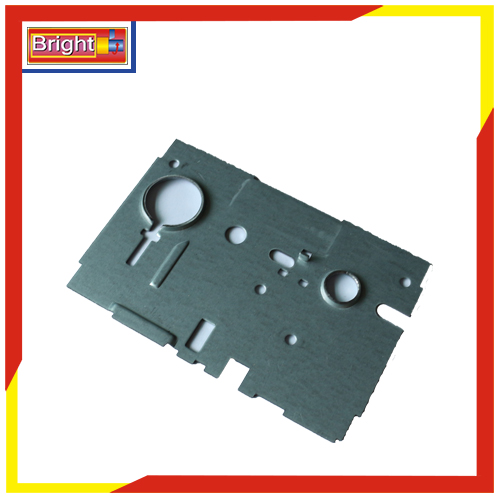
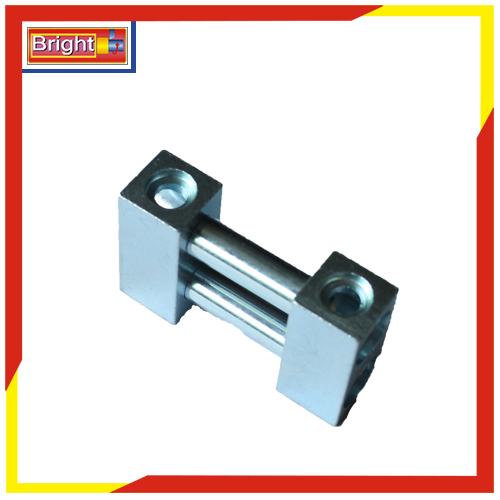
聯系我們五金件沖壓加工防止五金件損壞的六點措施

1、選用五金配件的型號、規格和性能應符合國家現行標準和有關規定,并與選用塑鋼門窗相匹配。
2、五金配件應zui后安裝,門窗鎖、拉手等應在窗門扇入框后再組裝,保證位置正確,開關靈活。
3、對寬度超過1米的推拉窗,或安裝雙層玻璃的門窗,宜設置雙滑輪,或選用滾動滑輪。
4、五金件安裝后要注意保養,防止生銹腐蝕。在日常使用時要輕關輕開,防止硬關硬開,造成塑鋼門窗的損壞。
5、滑撐鉸鏈不得采用鋁合金材料,應采用不銹鋼材料。
6、用緊固螺絲安裝五金件,必須內設金屬襯板,襯板厚度至少應大于緊固件牙距的兩倍。不得緊固在塑料型材上,也不得采用非金屬內襯。
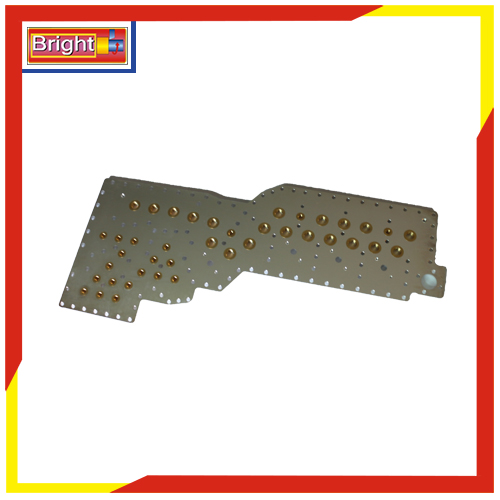
五金件沖壓加工的冷沖壓知識:
五金沖壓件的重量輕、厚度薄、剛度好。它的尺寸公差是由模具保證的,所以質量穩定,一般不需再經機械切削即可使用。冷五金沖壓件的金屬組織與力學性能優于原始坯料,表面光滑美觀。冷五金沖壓件的公差等級和表面狀態優于熱五金沖壓件。
大批量的中、小型零件五金沖壓生產一般是采用復合模或多工位的連續模。以現代高速多工位壓力機為中心,配置帶料開卷、矯正、成品收集、輸送以及模具庫和快速換模裝置,并利用計算機程序控制,可組成生產率極高的全自動五金沖壓生產線。采用新型模具材料和各種表面處理技術,改進模具結構,可得到高精度、高壽命的五金沖壓壓模具,從而提高五金沖壓件的質量和降低五金沖壓件的制造成本。
五金沖壓生產的工藝和設備正在不斷發展,除傳統的使用壓力機和鋼制模具制造五金沖壓件外,液壓成形以及旋壓成形、超塑成形、爆炸成形、電水成形、電磁成形等各種特種五金沖壓成形工藝亦迅速發展,把五金沖壓的技術水平提高到了一個新的高度。特種五金沖壓成形工藝尤其適合多品種的中小批量(甚至是數十件)零件的生產。對于普通五金沖壓工藝,可采用簡易模具、低熔點合金模具、成組模具和五金沖壓柔性制造系統等,組織多品種的中小批量零件的五金沖壓加工。?
總之,五金沖壓具有生產率高、加工成本低、材料利用率高、操作簡單、便于實現機械化與自動化等一系列優點。采用五金沖壓與焊接、膠接等復合工藝,使零件結構更趨合理,加工更為方便,可以用較簡單的工藝制造出更復雜的壓鑄件結構件。



 微信掃一掃
微信掃一掃