中文 
H
熱銷產品







































































H
熱點新聞C
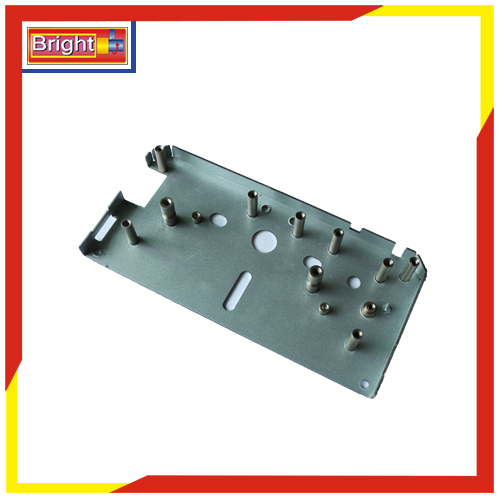
聯系我們五金零件加工零件的質量影響加工方式的效果

精密零件加工是工業階段里面zui常用的一種措施和手段。對于這方面的技術,首先要考慮的是零件自身的質量和結構。如果選用了劣質的零件,不管通過什么方式的加工方法都是于事無補。因此,零件加工中的零件質量是非常重要的一步。提到零件,它是很多機械裝置里面必不可少的產品之一。零件是機器組成的基本要素。機器一般包括一個或幾個用來接受外界能源的傳動部分(如電動機、內燃機、蒸汽機)。
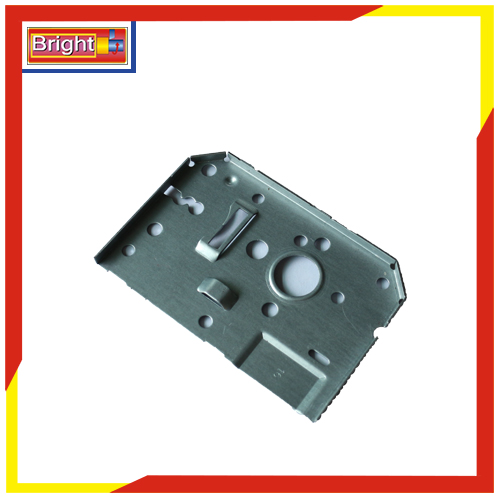
實現機器生產職能的執行部分(如機床中的刀具),把原動機的運動和動力傳遞給執行部分的傳動部分(如機床中的齒輪與螺旋傳動機構),保障機器中各部分協調工作的檢測與控制系統(如機床中的數控系統)構成(即機器由原動部分,傳動部分,執行部分,測控部分構成)。將機器進行進一步分解,可以得到各類零件。
零件是構成機器的基本要素,可以概括地分為兩大類:一類是在各種機器中都能用到的零件(如齒輪,軸等),稱為通用零件;另一類是在一定類型的機器中才會用到的零件(如槍栓,螺旋槳等),稱為專用零件;此外還把一些協同工作的零件組成的零件組合體稱為部件或組件(如聯軸器,減速器等)。
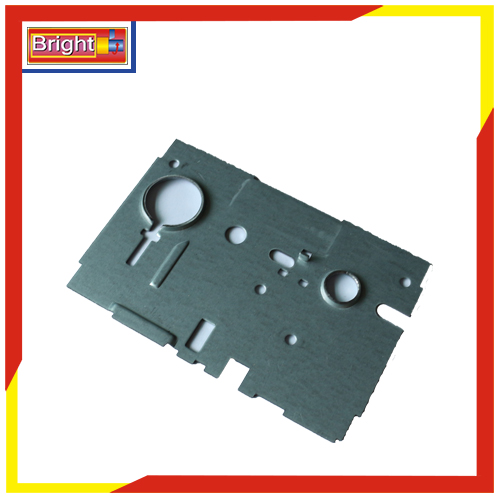
五金零件加工中如何車削淬硬鋼?
淬硬鋼是指金屬淬火后具有馬氏體組織和硬度的鋼。在實際的機械加工生產中,加工淬火鋼的傳統方法是磨削。但是,為了提高加工效率,解決工件形狀復雜、磨削不方便、淬火后變形或磨削余量大的問題,必須使用刀具。車削淬硬鋼是切削過程之一,也是zui常用的方法。
由于淬火鋼的高硬度、脆性、高強度和低導熱性,切削力大、切削溫度高、刀具易磨損和刀具破損。因此,這是一種很難切割的常見材料,必須采取相應的措施才能順利車削。
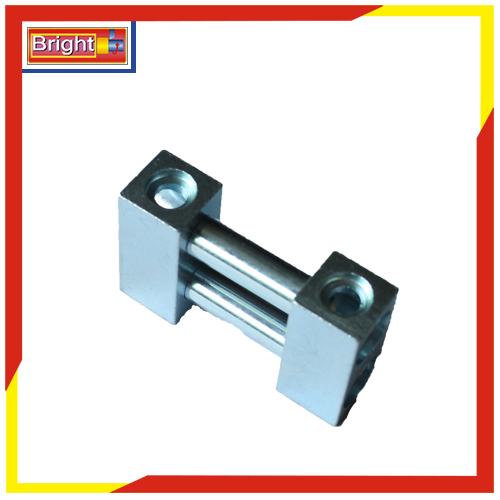
1、 精密零件加工之淬火鋼加工工具的選擇
選擇高硬度、高抗彎強度和良好耐熱性的刀具材料是車削淬火鋼的重要條件。只要是硬質合金,它就可以用來加工硬化鋼。切削效果好的硬質合金牌號主要有YT05、YS10、YS8、600、610、726、758、767、813等。熱壓氧化鋁或氮化硅復合陶瓷也適用于車削淬火鋼,因為它們比硬質合金具有更高的硬度和耐熱性。立方氮化硼與鐵族材料的親和力很小,是高速半精車和精車淬硬鋼的zui佳刀具材料。
2. 精密零件加工之淬硬鋼車削刀具幾何參數的選擇
車削淬硬鋼刀具的幾何參數應根據工件材料、刀具材料和切削條件的性質綜合考慮和選擇。一般來說,當加工硬化鋼時,主偏角一般在30和60之間。通常,淬火硬度相對較低,工藝系統相對較硬,并且可以選擇較小的主偏轉角。相反,主偏轉角可以適當增加。前角在0和8之間,淬火硬度越高,前角越大。精車時,前角可取為0。車削淬硬鋼時,后角不應太大,一般zui好取3-5度。
3. 精密零件加工之切割參數的選擇
車削淬硬鋼時,必須根據其加工性能、工件形狀和硬度選擇合適的刀具材料和刀具幾何參數,選擇合理的切削參數。只有這樣才能滿足一定的加工要求,即根據淬硬鋼的加工性能選擇刀片材料。
切削淬硬鋼具有高切削阻力、高切削溫度和低刀具耐用度。因此,在相同條件下,切削速度通常低于切削普通鋼的速度。切削速度一般在40-100米/分鐘之間,合理的切削速度隨著工件硬度的增加而降低。當工件硬度達到HRC65或以上時,粗加工的切削速度可小于30m/min,而切削深度和進給量較小的精加工的切削速度可為100m/min-120m/min。如果用金屬陶瓷和立方氮化硼進行精車,切削速度可達120-200米/分鐘。



 微信掃一掃
微信掃一掃