中文 
H
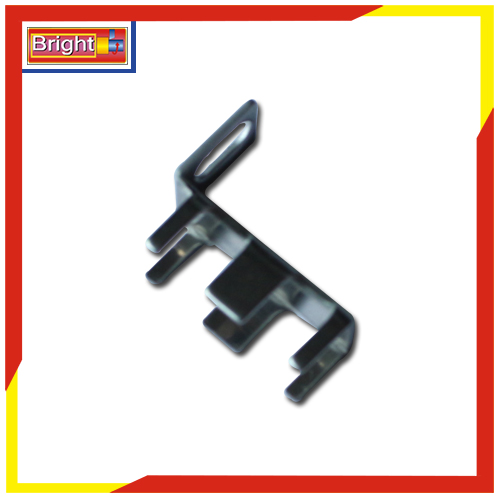
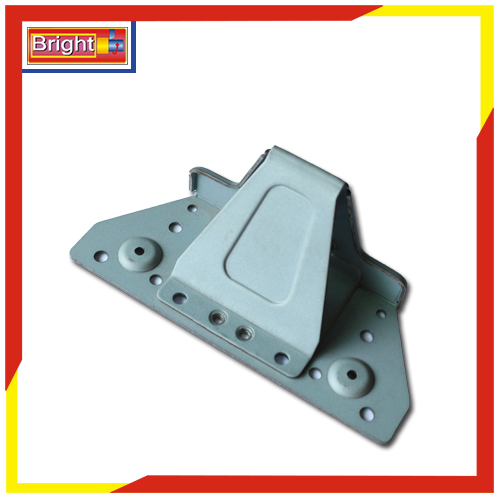
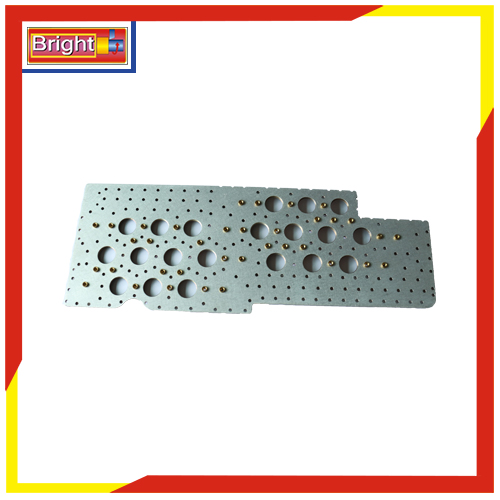
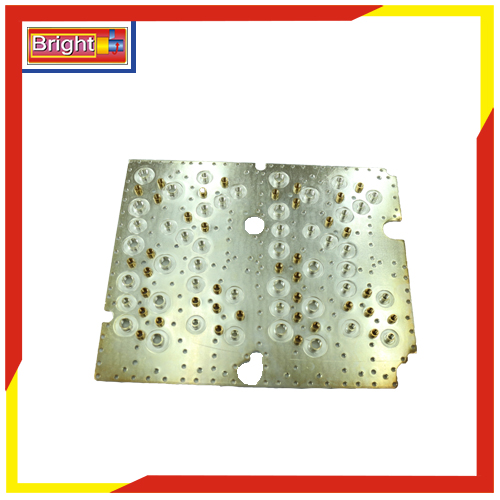
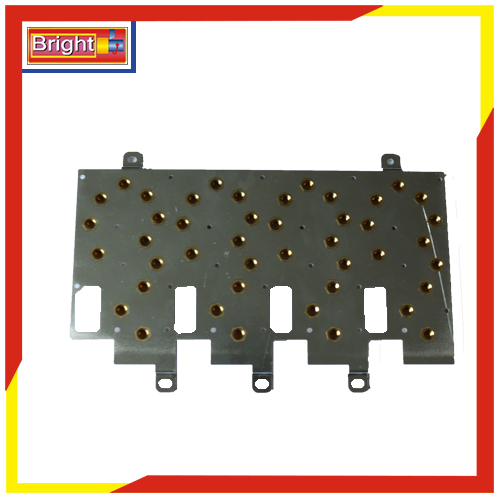
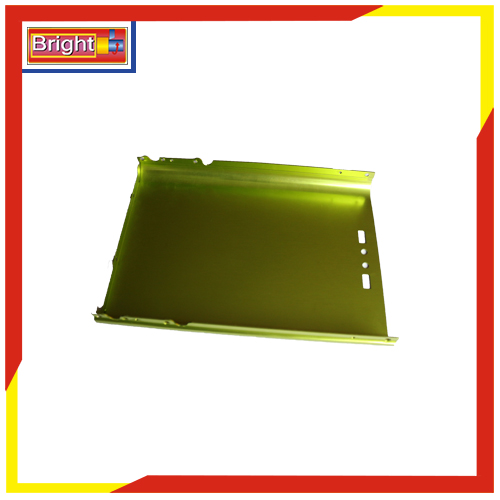
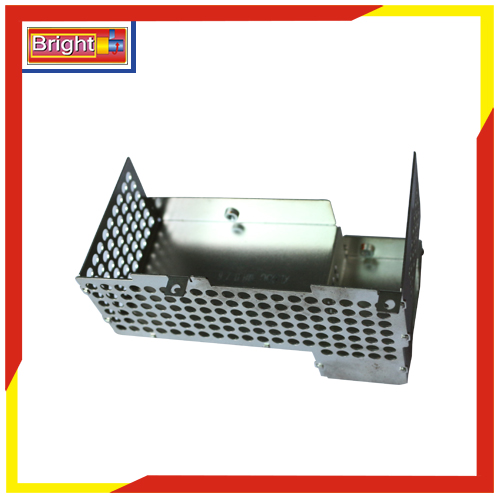
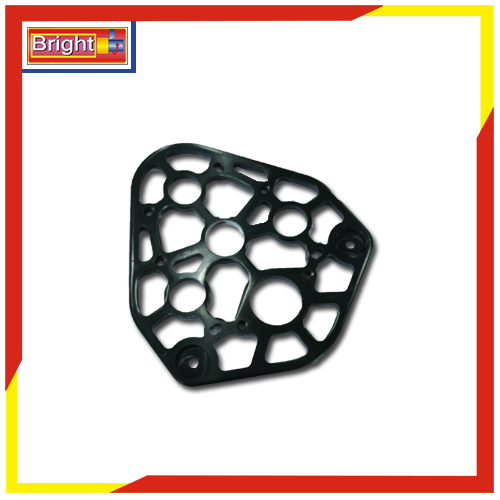
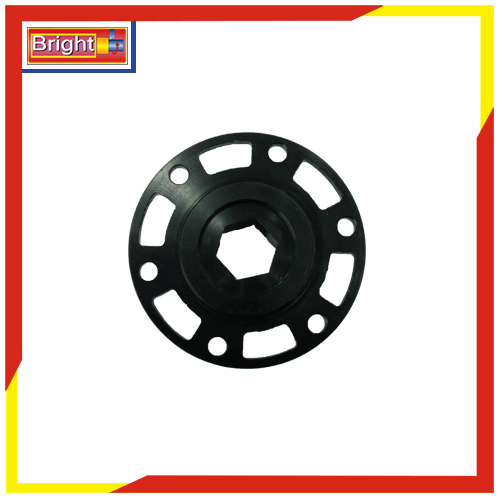
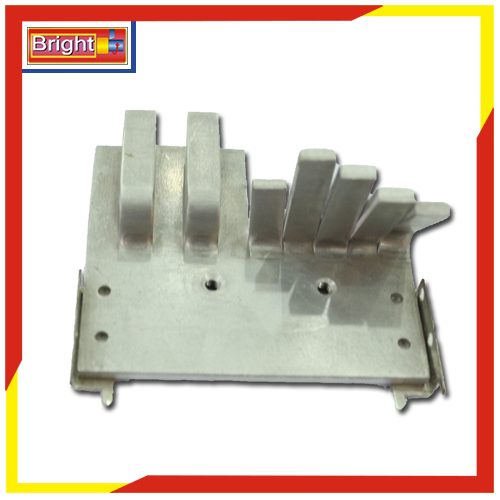
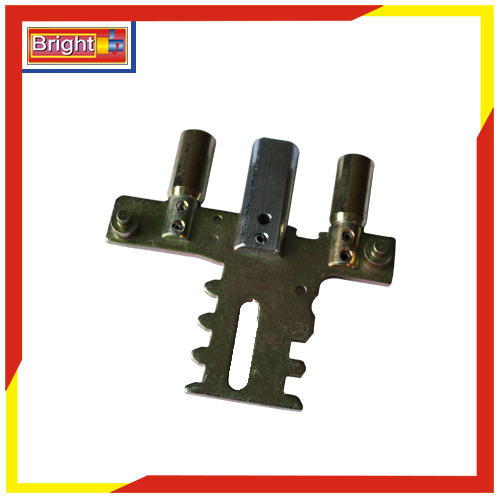
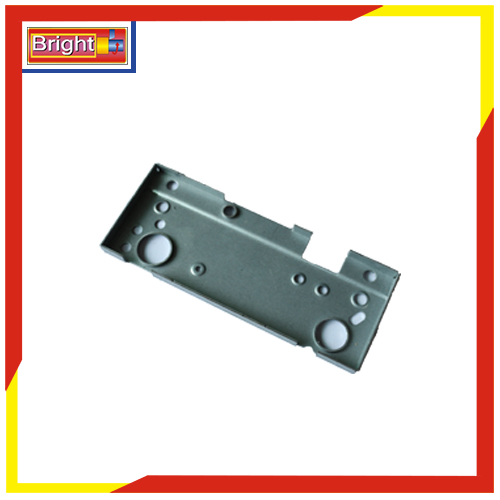
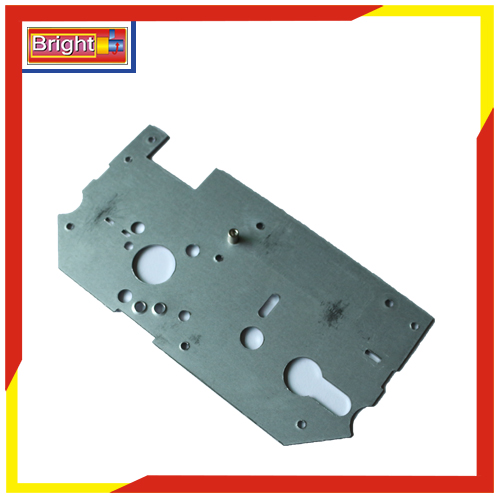
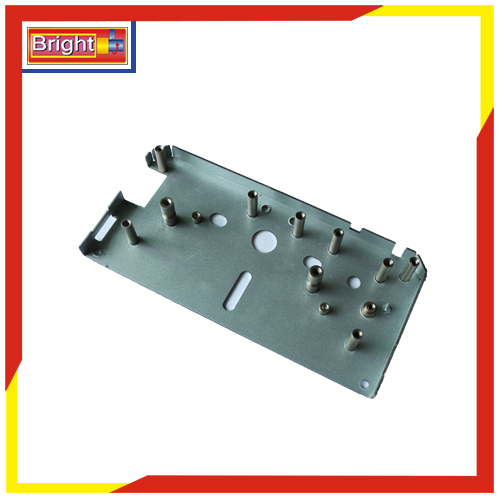
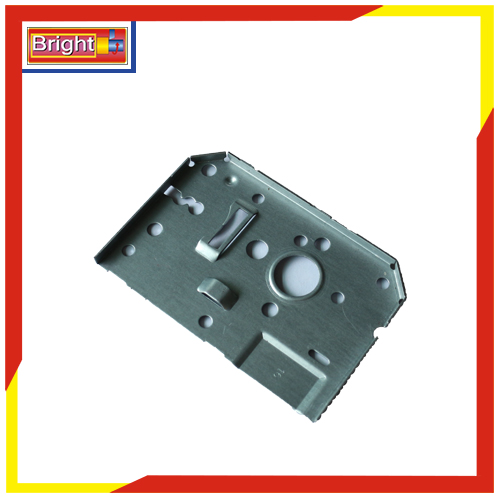
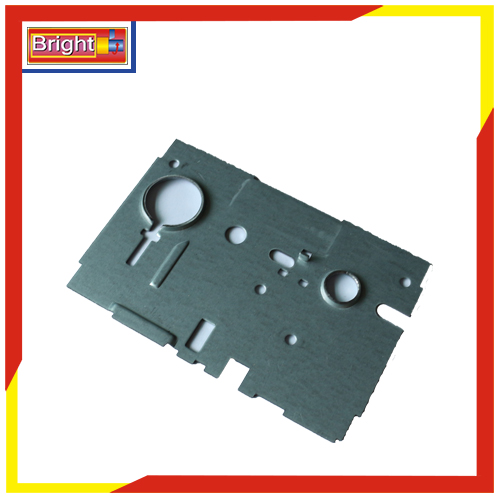
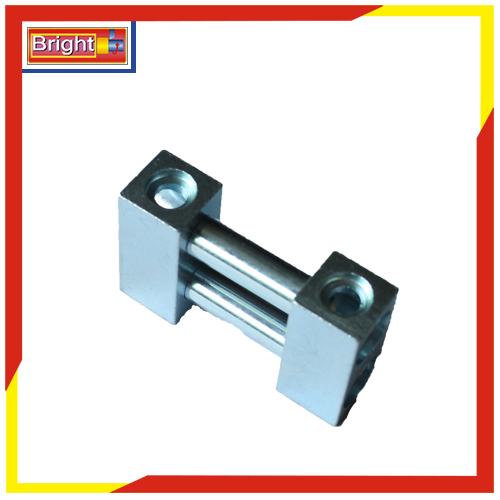
熱銷產品







































































H
熱點新聞C
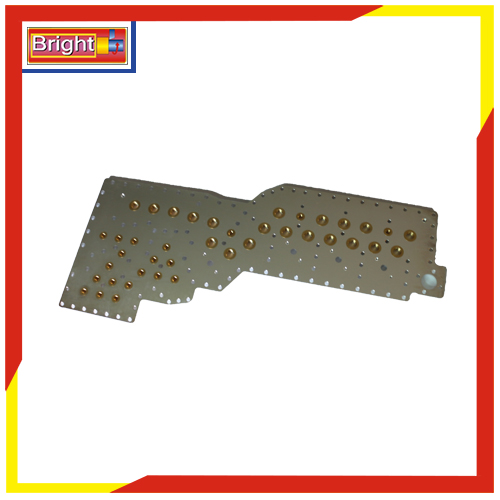
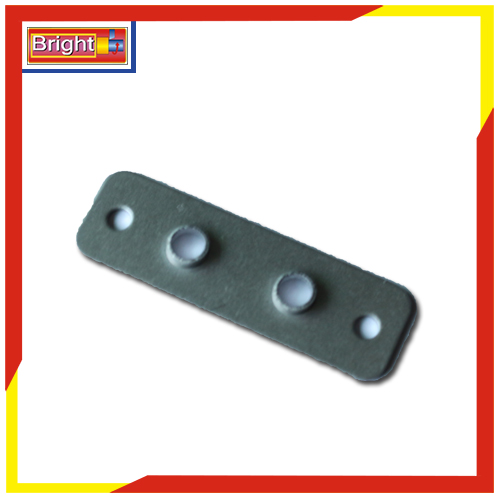
聯系我們非標五金件沖壓加工工藝應遵循的原則
1.當非標五金沖壓件的斷面質量和尺寸精度要求較高時,可以考慮在沖裁工序后再增加修整工序或者直接采用精密沖裁工序。
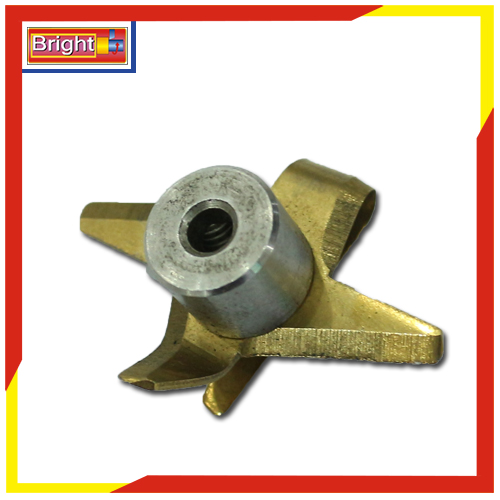
2.彎曲件的工序數量主要取決于其結構形狀的復雜程度,根據彎曲角的數目、相對位置和彎曲方向而定。當彎曲件的彎曲半徑小于允許值時,則在彎曲后增加一道塑性工序。為了提高沖壓工藝的穩定性有時需要增加工序數目,以保證沖壓件的質量。
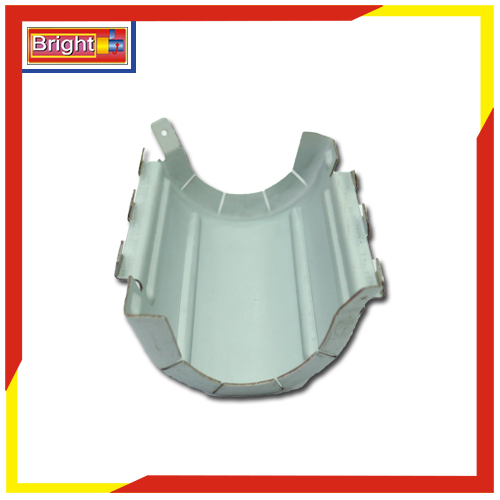
非標五金沖壓件以沖裁形狀簡單的非標五金沖壓件,采用單工序模具完成。沖裁形狀復雜的工件,由于模具的結構或強度受到限制,其內外輪廓應分成幾部分沖裁,精密非標五金沖壓件廠,需采用多道沖壓工序。必要時,非標五金沖壓件可選用連續模。對于平面度要求較高的非標五金沖壓件,可在沖裁工序后再增加一道校平工序。為了提高非標五金沖壓件工藝的穩定性有時需要增加工序數目,以保證沖壓件的質量。

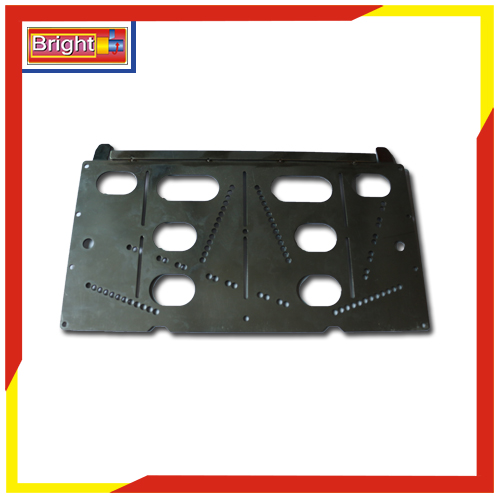
非標五金件沖壓加工中常見的問題
1,非標五金沖壓件的曲折:由于應力不均勻、拉延筋匹配不良或者壓機滑塊控制不良等造成制件角部位或者壓花部位發生曲折、應變。
2,皺紋:由于壓機滑塊調整不良、壓機精度低、氣墊壓力調整不合適、沖頭或者部位大等原因引起邊緣或r部位皺紋。
3,其他具體問題:在日常生產中,會遇到沖孔尺寸偏大或偏小有可能超出規格要求以及與凸模尺寸相差較大的情形,除考慮成形凸、凹模的設計尺寸、加工精度及沖裁間隙等因素。
4,非標五金沖壓件的粘合、刮痕:由于材料與凸模或凹模摩擦而在制件或者模具表面出現的不良。
5,毛刺:主要發生于剪切模和落料模,刃口之間的間隙或大或小時會產毛刺。
6,線偏移:制件成形時,首先與模具接觸的部位被擠壓并形成了一條線。
7,非標五金沖壓件的凸凹:開卷線有異物混入引起凸凹。



 微信掃一掃
微信掃一掃