中文 
H
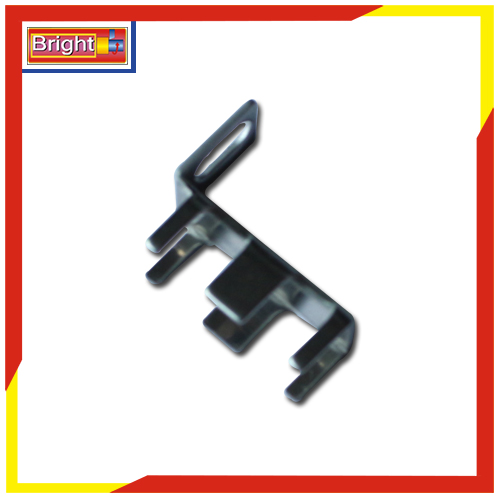
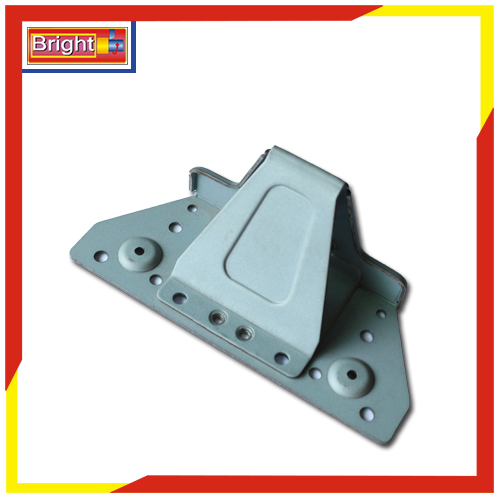
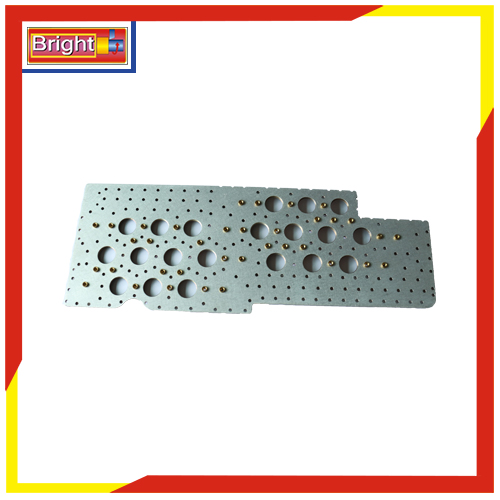
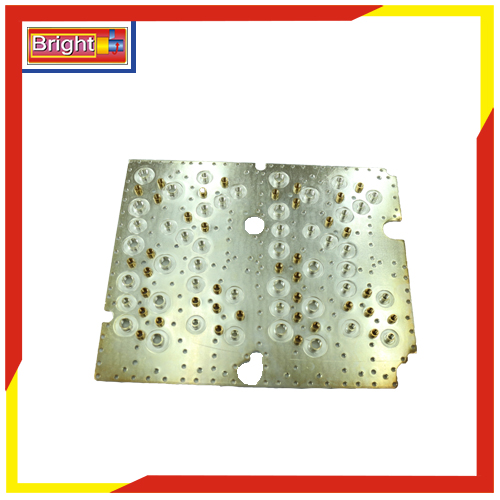
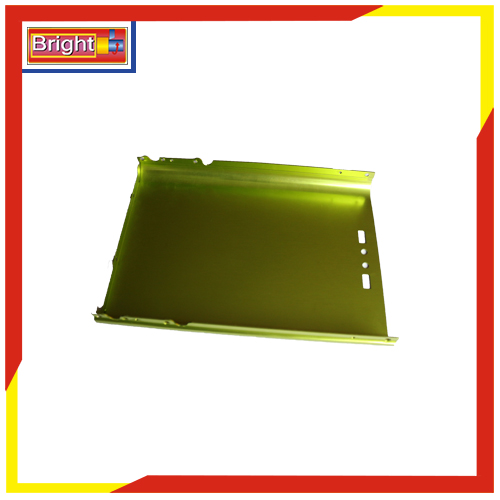
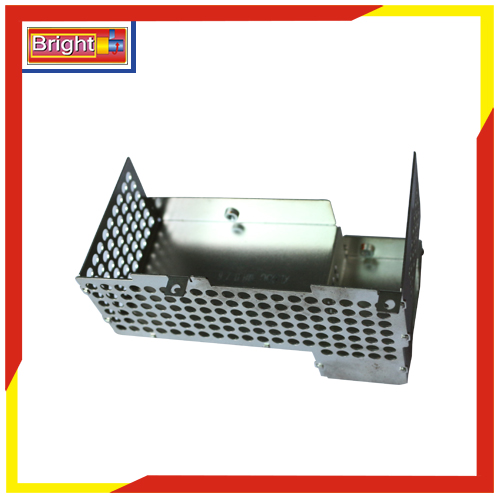
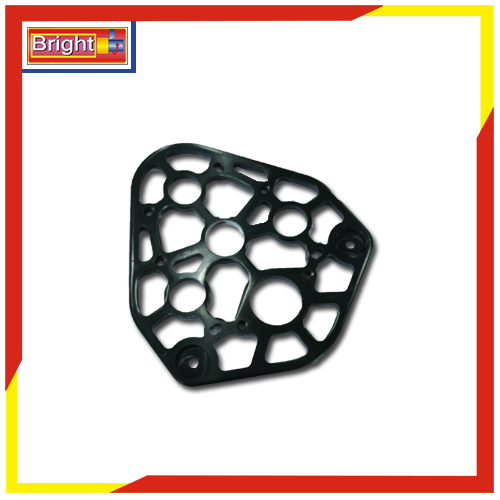
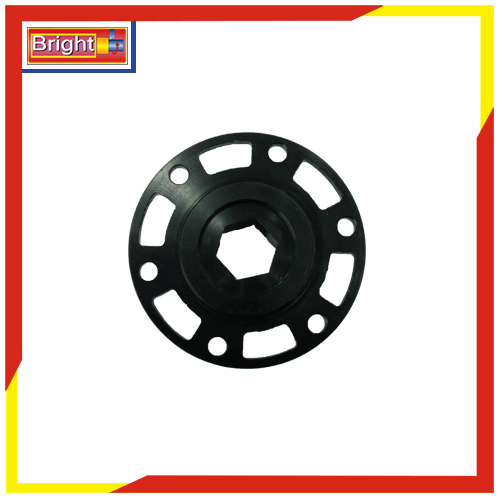
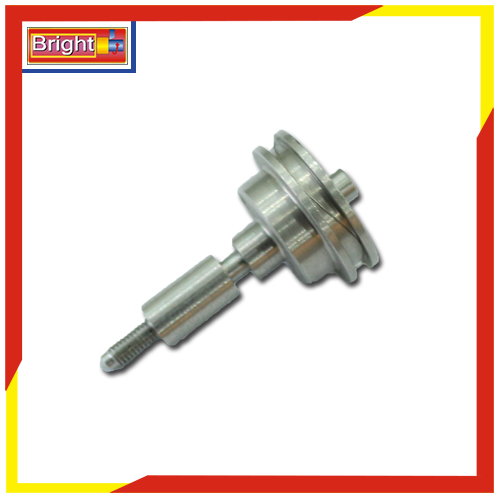
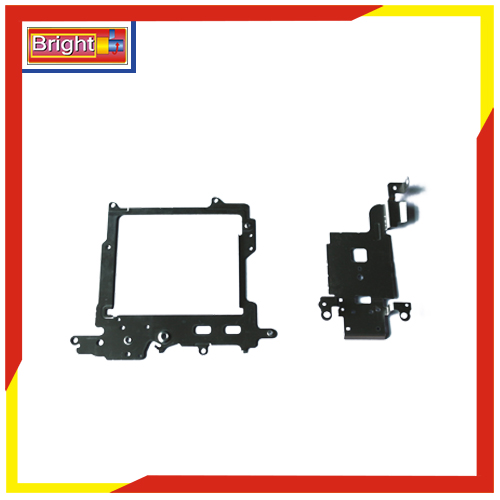
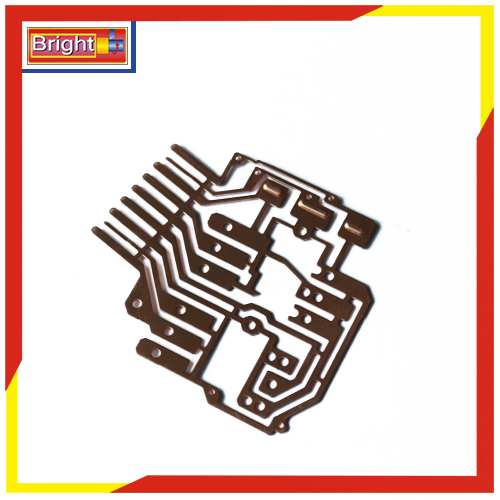
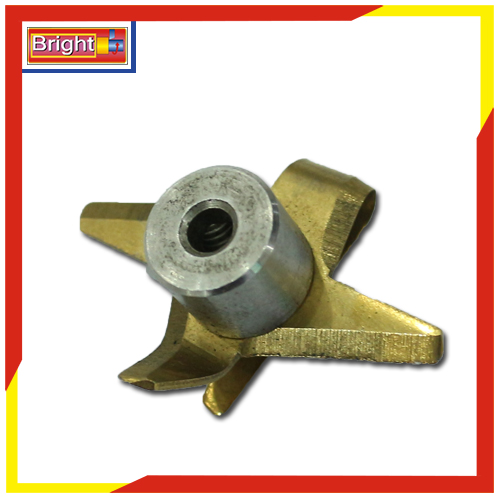
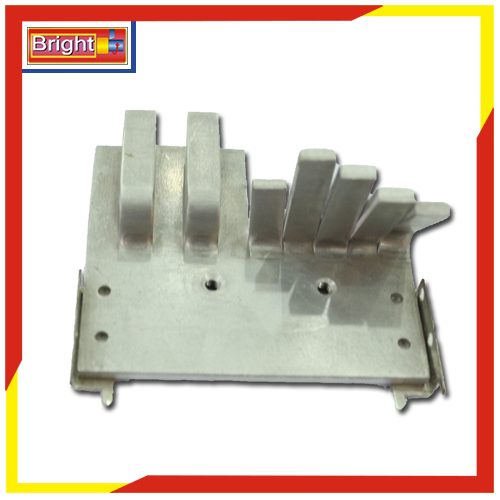
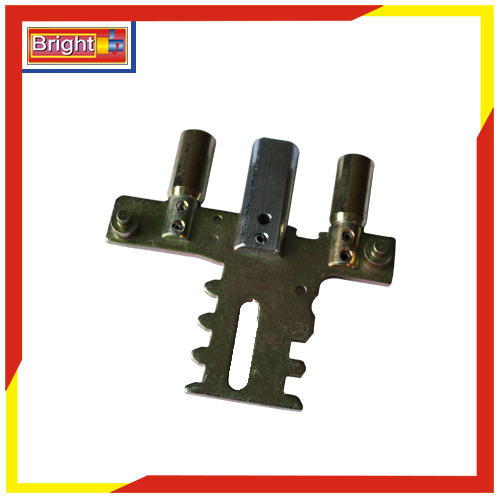
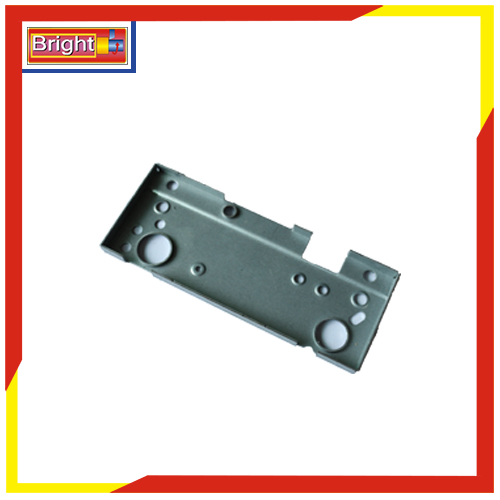
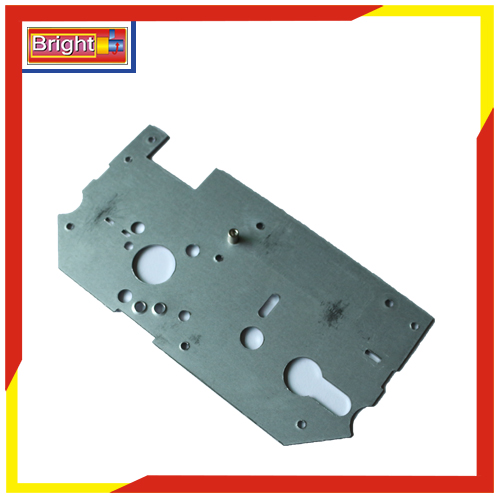
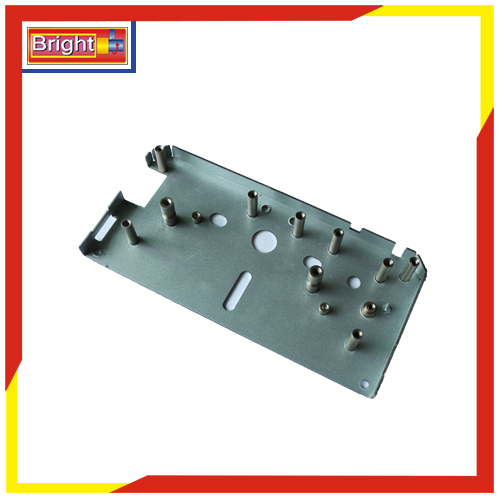
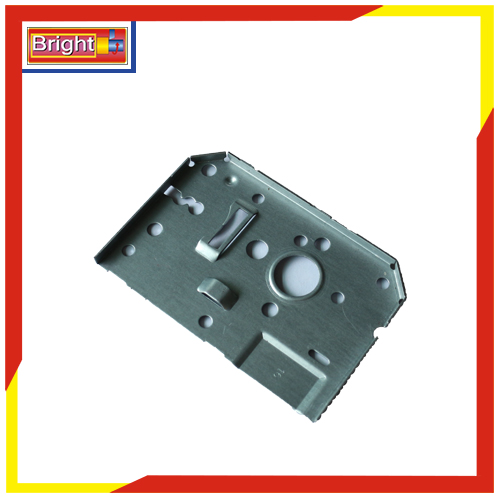
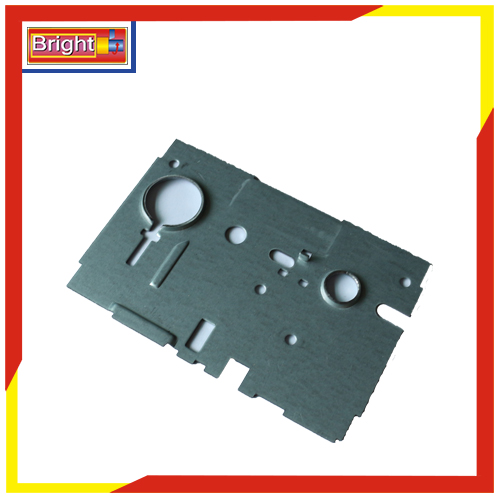
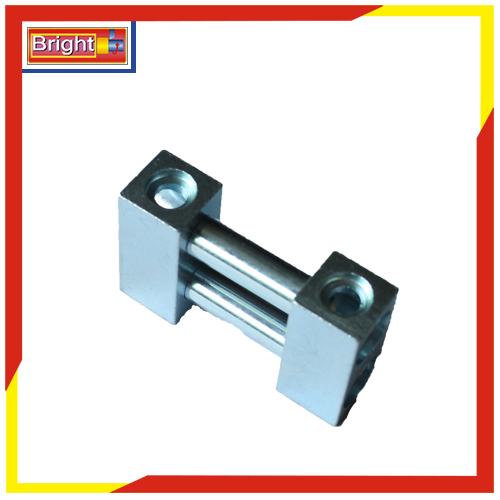
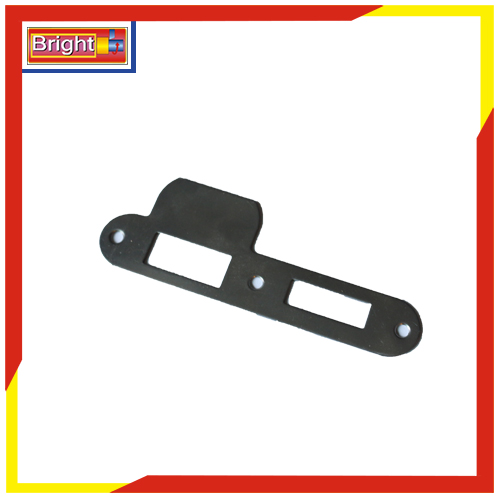
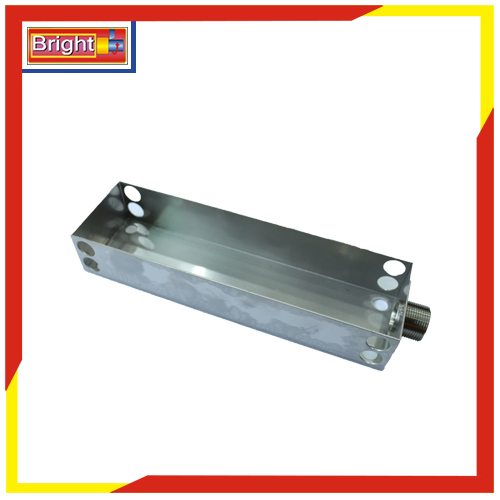
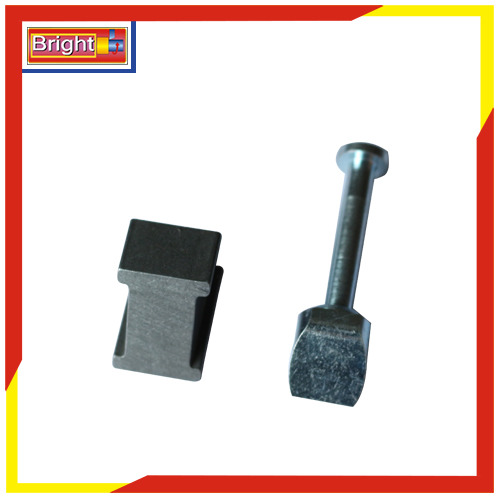
熱銷產品







































































H
熱點新聞C
聯系我們自動車床軸加工如何提高工件的品質
1、在開展車床加工以前,請應用校準儀查驗數控刀片是不是在容許的公差范疇內晃動。加工前,應應用熱風槍將刀片和鎖住噴頭吹整潔,或拿布擦洗以安裝刀。精確性和品質有一定危害。
2、車床加工文檔的程序清單應歸一化,包含型號規格,名字,程序流程名字,加工內容,數控刀片規格,切削速度,尤其是刀夾的安全性長短,每一個程序流程的預埋裕量及其顯示燈。刀。要明確提出。
3、車床加工程序清單應與磨具標示的參照角方位一致,隨后查驗上端3d圖紙,非常是早已鉆了接水的工件,務必查詢3d圖紙和工件上的水準是不是一致。
4、合理使用車床加工專用工具,應嚴苛區別不銹鋼板材,銅公光刀的加工,激光刀的剩下量應有效,以使工件的光滑度和數控刀片的使用期變成很有可能。更強。
5、夾持時,一定要注意車床加工工件的名字和型號規格與程序清單是不是同樣,原材料規格是不是配對,夾持高寬比是不是充足高,及其應用的游標卡尺總數。

自動車床軸加工的鏜孔加工的特性
1、數控刀片轉動
車床加工和車床加工不一樣,加工管理中心加工時因為專用工具轉動,便無法在加工中立即把握尖刀的情況來調節下刀量等。也無法象加工中心那般可以只調節數控機床按扭就可以變更加工直徑。這便變成完全自動化技術加工的一個非常大的艱難。也正因為加工管理中心不具有全自動加工直徑調節功能(附帶U軸功能的之外),就要求鏜刀必須具有調整組織或全自動賠償功能,尤其是在精鏜時根據尺寸公差要求有時必須在μm級調節。
2、彈刀
鏜孔加工時一般 出現的、也是令人頭疼難題是彈刀。在加工管理中心上產生彈刀的原因實際有下邊幾個方面:
①刀片系統軟件的剛性:包括筒夾、鏜桿、鏜頭以及正中間聯接一部分的剛性。因為是懸壁加工因而尤其是小圓孔、深孔及硬質的工件的加工時,數控刀片的剛性至關重要。
②刀片系統軟件的轉子動平衡:相對性于專用工具系統軟件的驅動軸心,專用工具自身如有一不平衡質量,在轉動時易不平衡的向心力的作用而導致顫振的產生。尤其是在髙速加工時專用工具的轉子動平衡性所導致危害非常大。
③工件自身或工件的置放剛性:象一些較小、較薄的構件因為其自身的剛性不足,或因為工件樣子等原因無法運用有效的夾具開展充足的置放。



 微信掃一掃
微信掃一掃