中文 
H
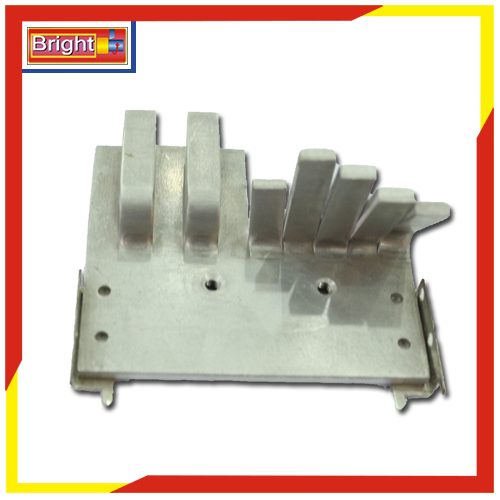
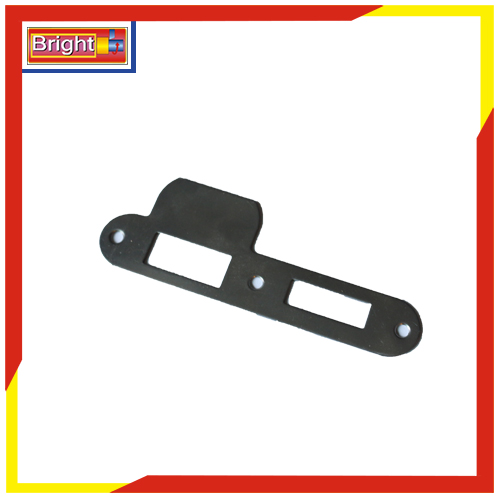
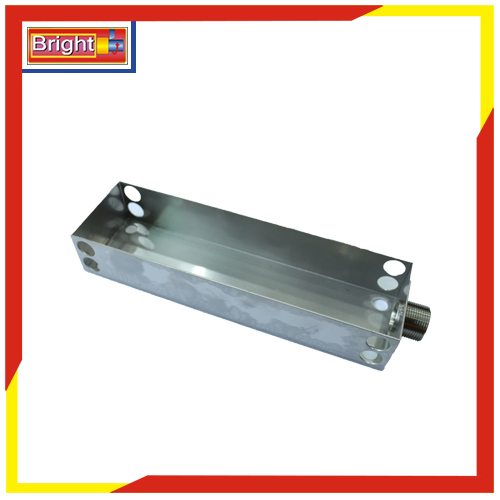
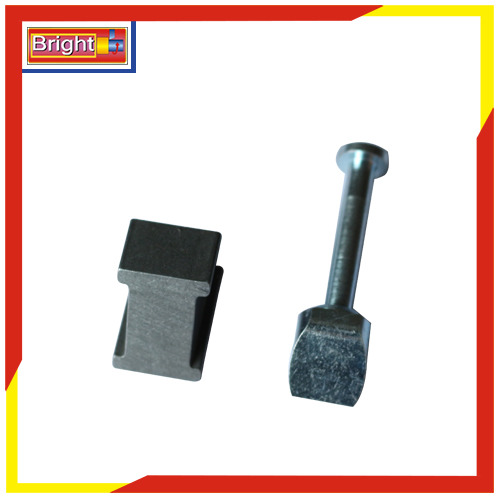
熱銷產品







































































H
熱點新聞C
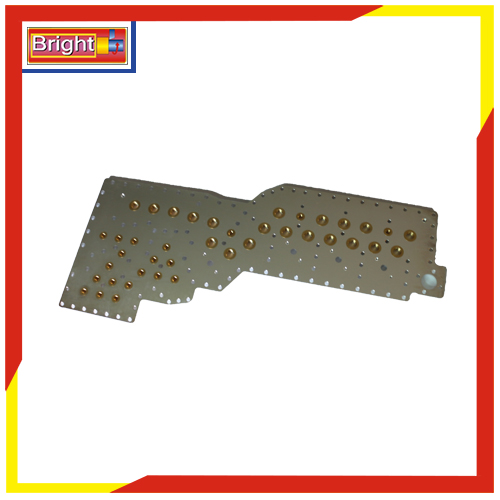
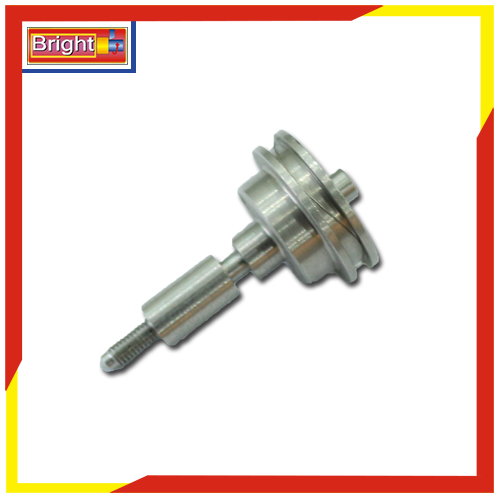
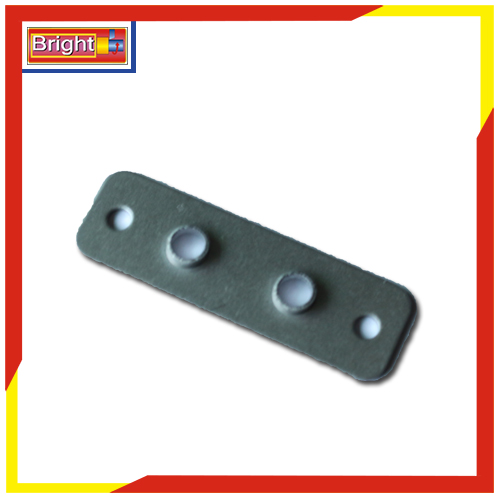
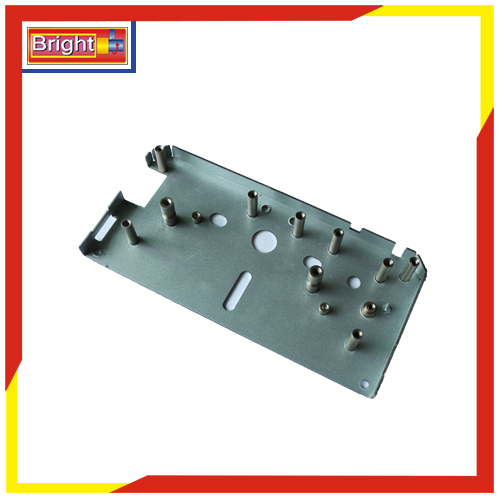
聯系我們非標五金件沖壓之模具的調試

沖壓件加工廠對于五金沖壓件模具的調試要點都有哪些呢?
1、 五金沖壓件模具閉合高度調試。模具應與沖壓設備配合好,保證模具應有的閉合高度和開啟高度。
2、導向機構的調試。導柱、導套要有好的配合精度,保證五金沖壓件模具運動平穩、可靠。
3、凸、凹模刃口及間隙調試。刃口鋒利,間隙要均勻。
4、定位裝置的調試。定位要準確、可靠
5、 卸料及出件裝置的調試。卸料及出件要通暢,不能出現卡滯現象
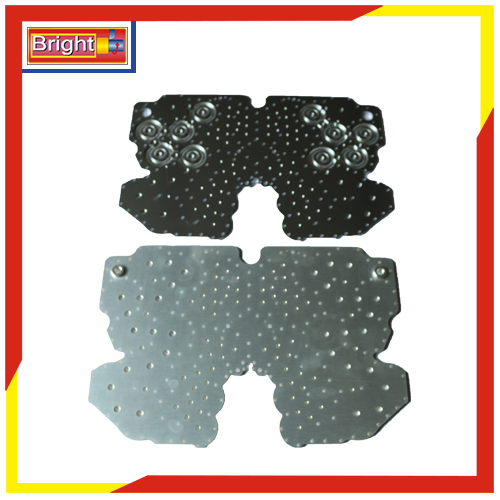
非標五金件沖壓之安裝凸模
如何安裝沖壓件模具中的凸模呢?
1,首先清除沖壓件模具凸模固定板型孔內的電蝕泥;
2,將凸模固定板后背,沿型腔周邊倒角(0.5~1.5)mm×45°,倒角尺寸視模具受力大小決定。
3,將沖壓件模具中凸模刃口端沿輪廓線周邊倒角約0.25mm×45°。,
4,將沖壓件模具中凸模刃口端的線切割痕跡用細砂條或金剛銼刀進行輕微修磨,以利于凸模進入固定板,尾部應留一段距離不修,其長度略大于或等于固定板厚度;
5,將高度大于凸模長度的等高塊置于固定板下面,再將凸模壓入固定板;這項工作應分作幾步來進行;當凸模進入到固定板中能夠立得住時,即應測量相互之間的垂直度,以后到進入1/3和1/2時再分別測量,發現有歪斜,要及時糾正,確認無誤后再繼續進行。
6,凸模數量多或者尺寸較小時,應將卸料板與凹模對齊,利用卸料板對凸模進行導正;
7,當凸模進入到固定板中尾端長度剩余3~5mm時停止壓入,用氧-乙炔焰對凸模尾端邊線加熱,并迅速地用小錘敲擊,令紅熱部分腫脹;待完全冷卻后,再將凸模全部壓入到固定板中,
用等高塊胎平,以固定板下平面為基準將上平面與凸模尾端一起磨平;,
8,以固定板上平面為基準,將卸料板套在凸模上,令其工作面比凸模稍低,將凸模工作斷面的倒角位磨平至刃口鋒利;



 微信掃一掃
微信掃一掃