中文 
H
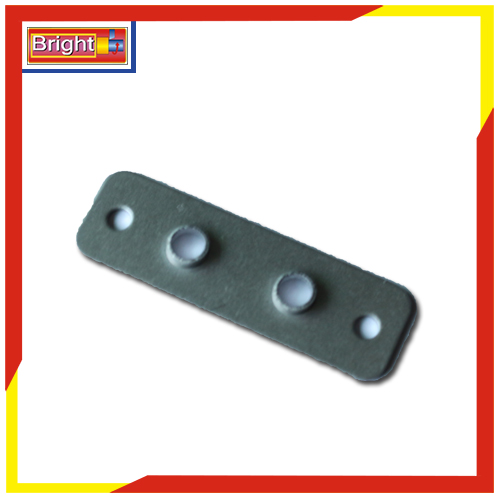
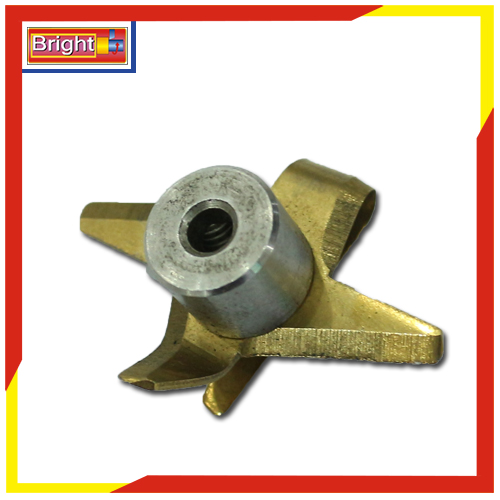
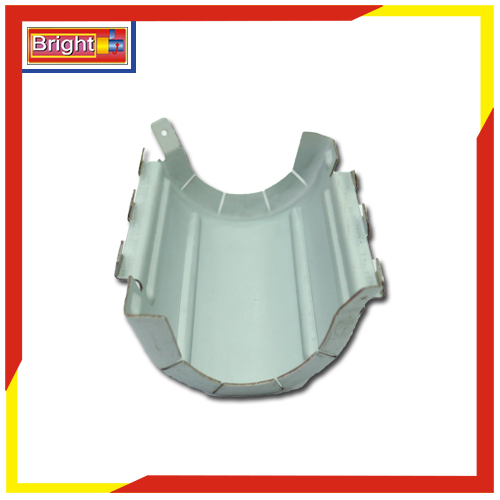
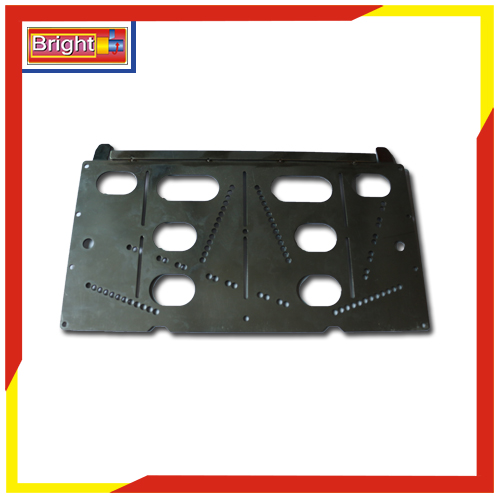
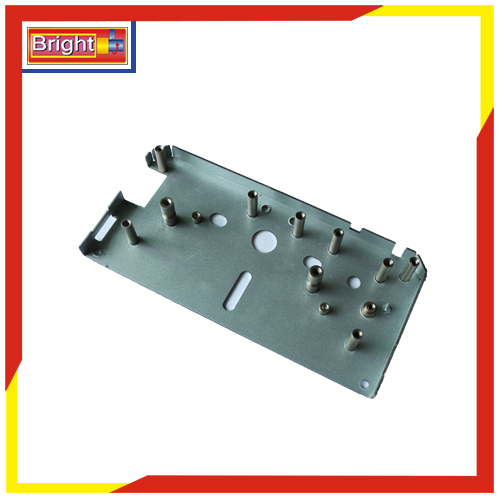
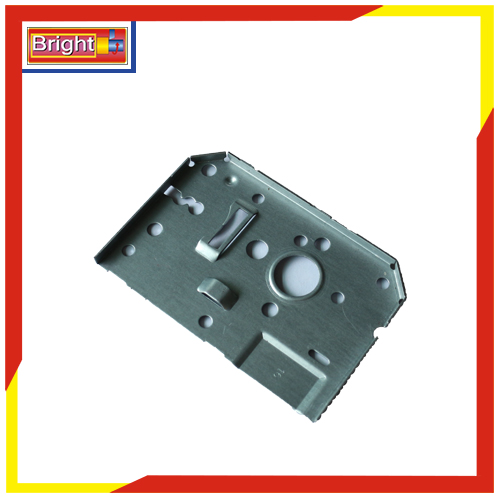
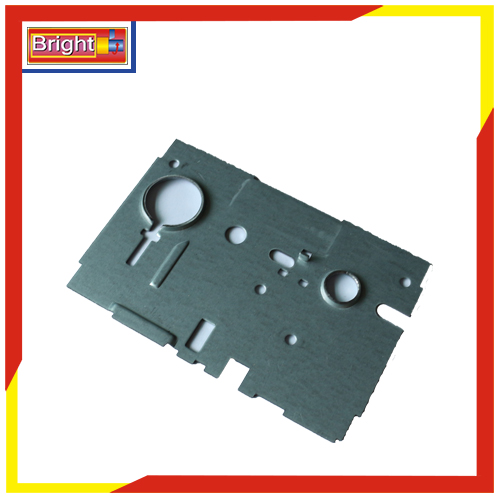
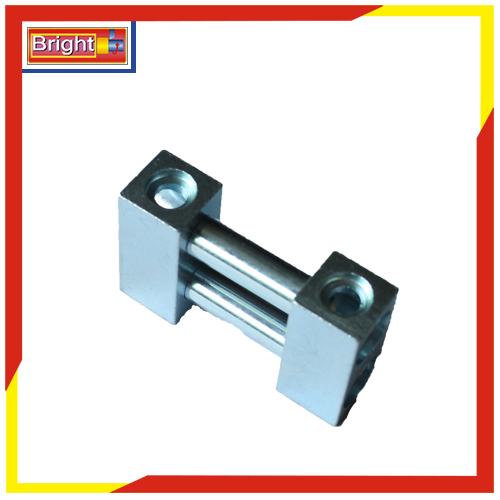
熱銷產品







































































H
熱點新聞C
聯系我們五金配件沖壓加工中廢料上移的根本原因
1、在間隙過大的狀況下非常容易發生五金沖壓件廢料上移;
2、若凹模的直壁開展了打磨拋光或切削,則會因位過度潤化而產生廢料上移;
3、凹模的直壁過高,廢料阻塞時便于發生五金沖壓件廢料上移;
4、凹模碾磨后,刀口過度銳利;
5、倒料板的方向、功能不適合
6、因為有帶磁而發生吸咐狀況;
7、凸模刺入凹模過少;
8、遇到凹模的后側而產生廢料阻塞時便于發生廢料上移。

五金配件沖壓加工之從哪些層面檢測五金沖壓件的品質
一、五金沖壓件的外型檢查關鍵包含:
1、毛邊、2、發皺3、壓光、4、沖擊性線、5、模貝擠傷(壓印)、6、凹痕、7、生銹、8、黑點、9、裂痕、10、沖孔機坍塌、11、圓弧的正橋性、12、薄厚狀況、13、波浪紋
二、五金沖壓件的幾何圖形規格檢測:
1、五金沖壓件的幾何圖形規格檢測:是指五金沖壓件在檢具上開展幾何圖形規格測量,沒有檢具的零件選用基本專用工具,比如千分尺,鋼板尺、圈尺、視角儀等。
2、有檢具的五金沖壓件檢測方式 :在當然情況下,選用主輔卡簧將零件徹底精準定位后,紀錄零件與基準面是不是緊貼,并將與S面立即的測量空隙值紀錄在檢測記錄卡中,沒有獨特要求定時執行基準為“0”,可是基準面的4割選中,一個點允許有0.2毫米的空隙,基準孔的尺寸公差依照檢查基準書規定開展尺寸公差管理方法;依據檢查基準書的監控點部位規定,將測量后收集的數據信息紀錄在檢查成績單中,銷檢孔/地腳螺栓/螺帽部位等在檢具夾持情況下不可以測量的一部分,開啟干預位置夾臂后再測量確定。



 微信掃一掃
微信掃一掃