中文 
H
熱銷產品







































































H
熱點新聞C
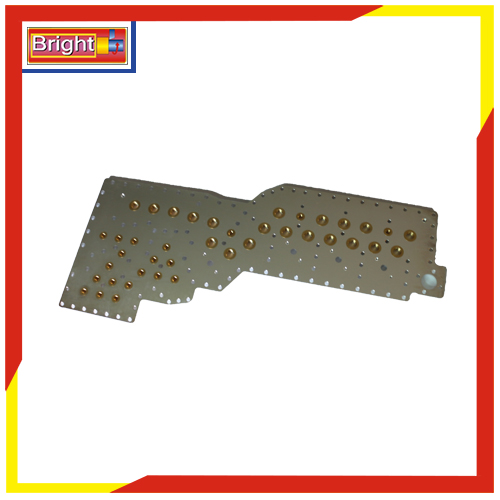
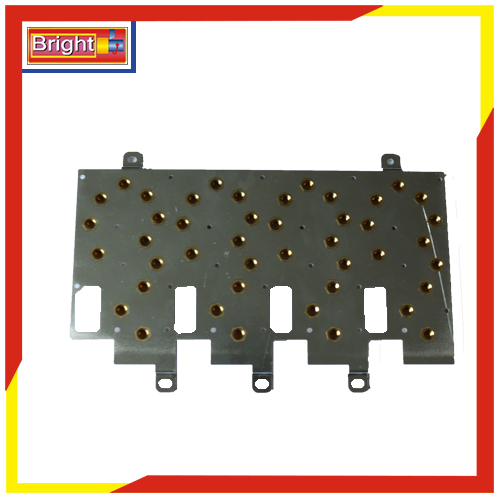
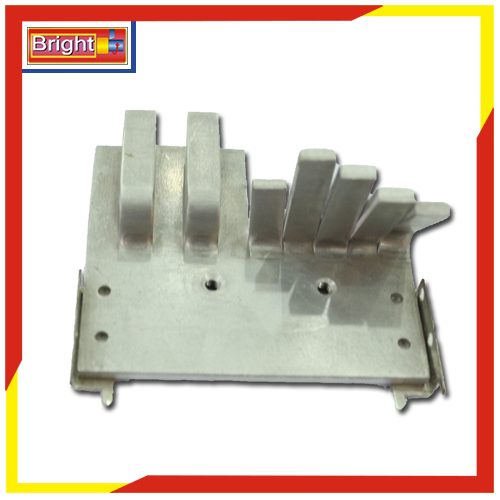
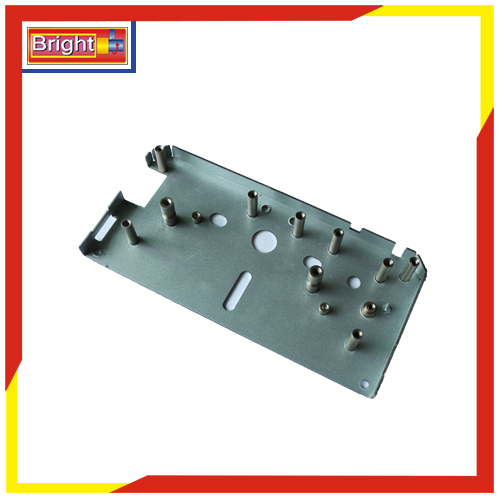
聯系我們五金配件沖壓加工之微孔加工件表面擦傷如何解決

沖壓材料進行連續沖壓壓彎時,金屬微粒或渣滓易附在工作部位的表面,使沖壓件出現擦傷。
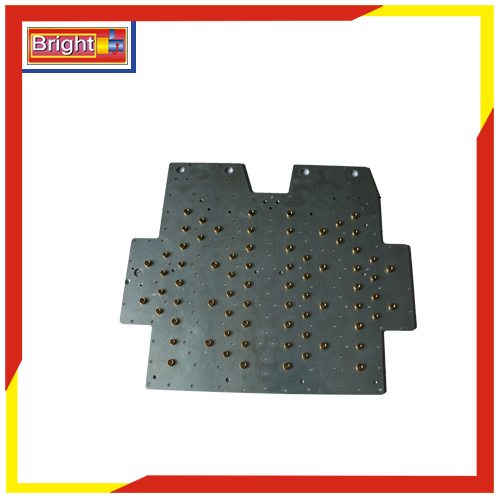
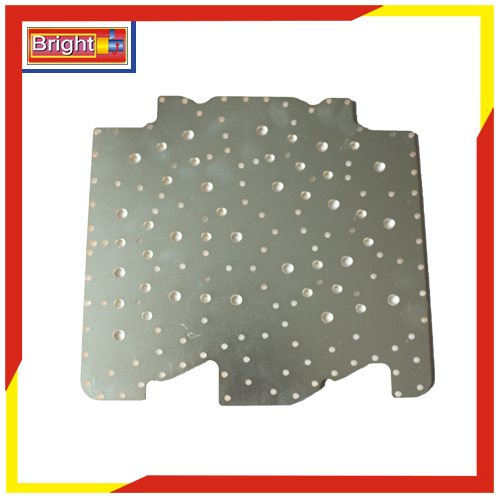
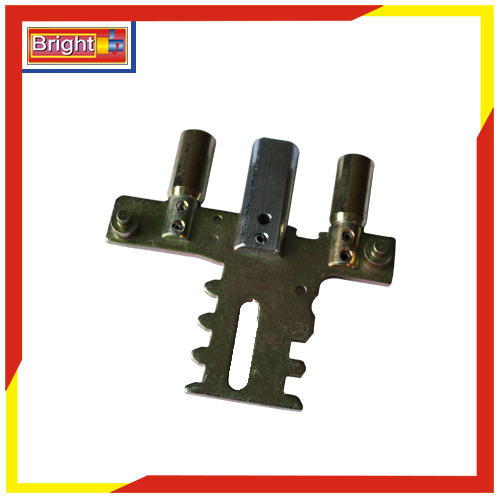
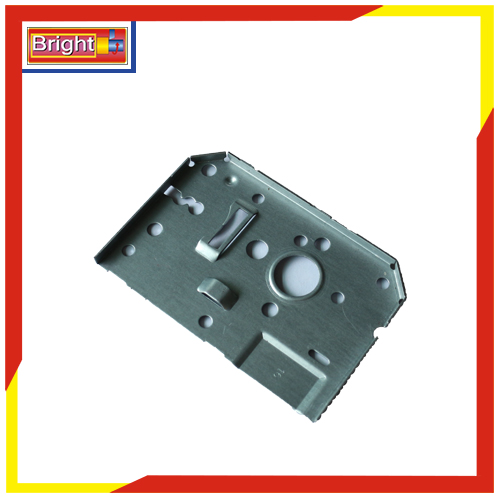
彎曲方向和材料的軋制方向平行時,沖壓件表面會產生裂紋,使工件表面質量降低。在兩個以上的部位進行彎曲時,應盡可能的保證彎曲方向與軋制方向有一定的角度;微孔加工毛刺面作為外表面進行彎曲時,制件易產生裂紋和擦傷;故在彎曲時應將毛刺面作為彎曲內表面;
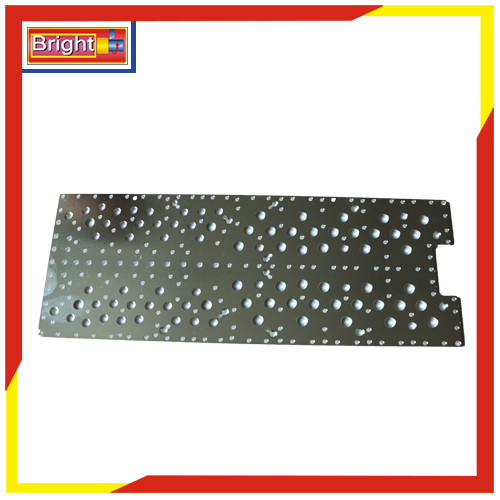
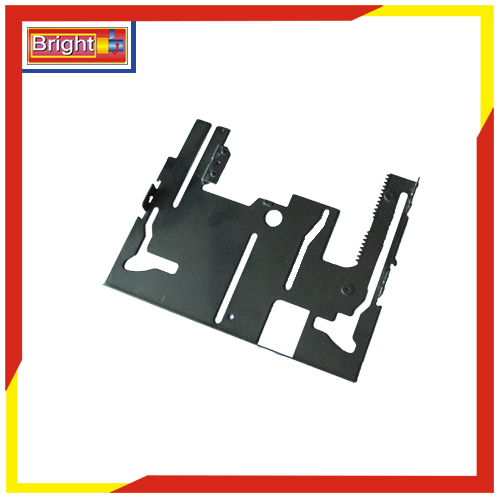
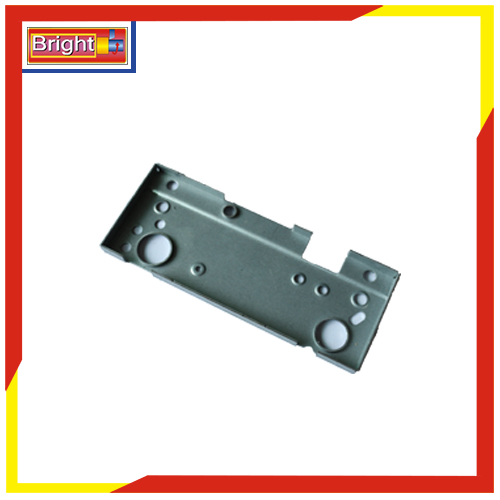
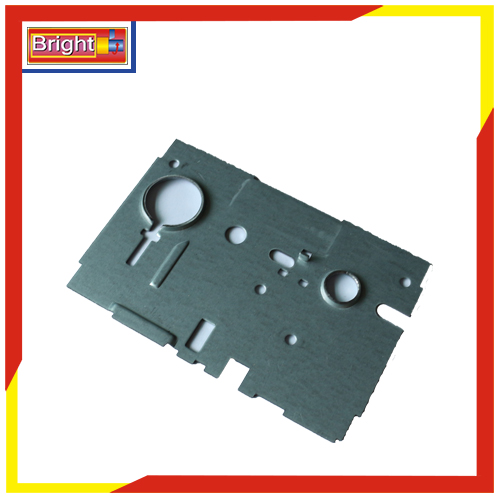
凹模圓角半徑太小,彎曲部位出現沖擊痕跡。對凹模進行拋光,加大凹模圓角半徑,可以避免彎曲件擦傷;
凸凹模間隙不應太小,間隙太小會引起變薄擦傷。在沖壓過程中要時刻檢查模具的間隙的變化情況;
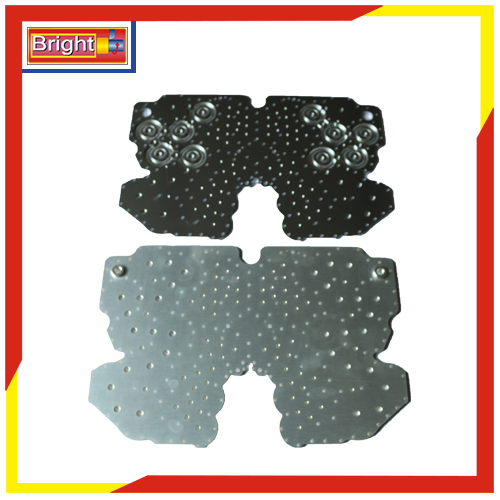
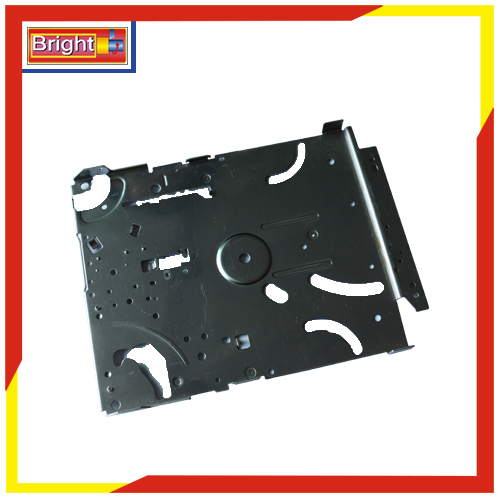
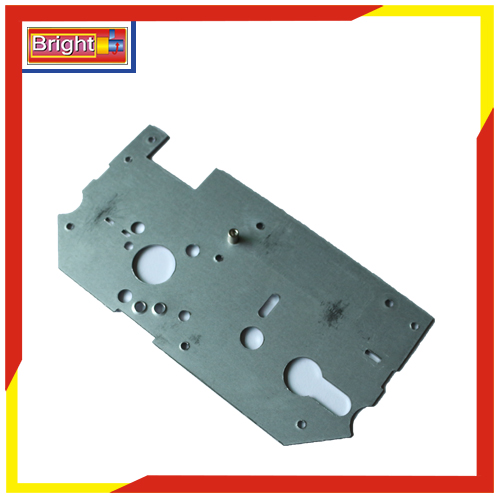
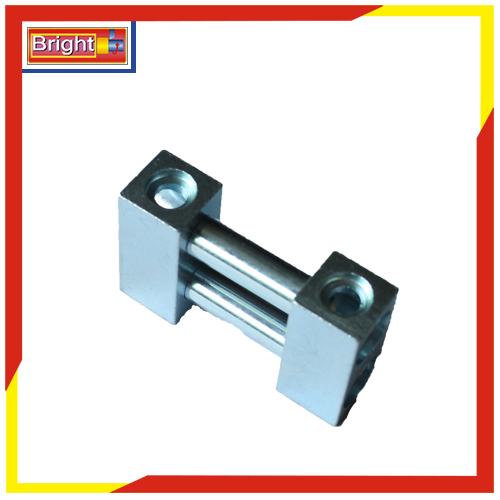
為了使五金沖壓件件符合精度的要求往往使用在底部壓料的彎曲模,則在彎曲時壓料板上的彈簧,定位銷孔、托板和退料孔等都會壓
制成壓痕,故應給予調整。
東莞市鑫耀鵬五金制品有限公司是一家專業五金沖壓加工,五金件沖壓加工,cnc五金件加工,自動車床加工,五金配件沖壓加工,電氣端子蓋加工,非標五金件加工,五金零件加工等五金沖壓件生產廠家。



 微信掃一掃
微信掃一掃