中文 
H
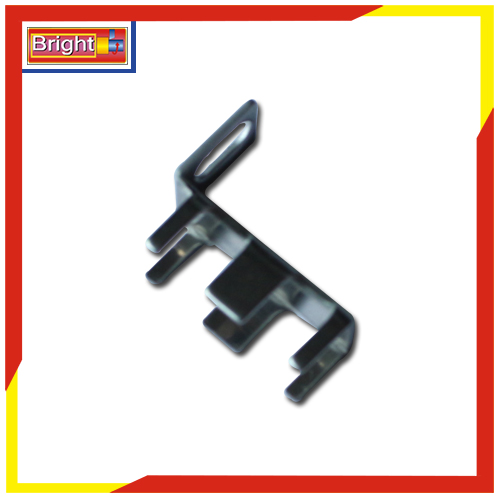
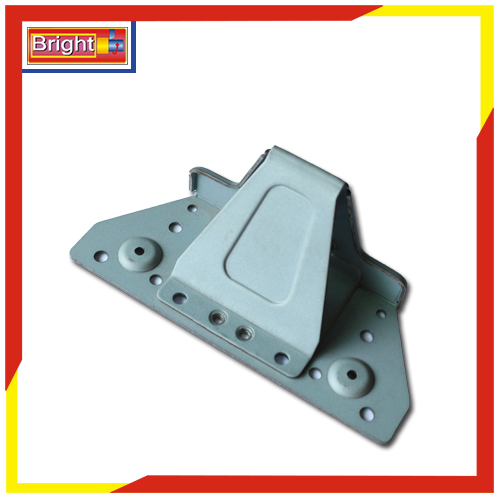
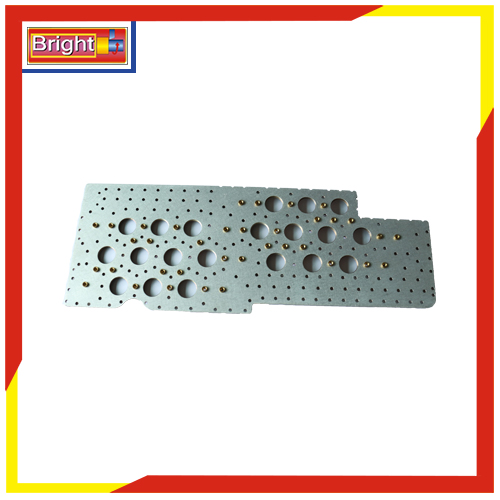
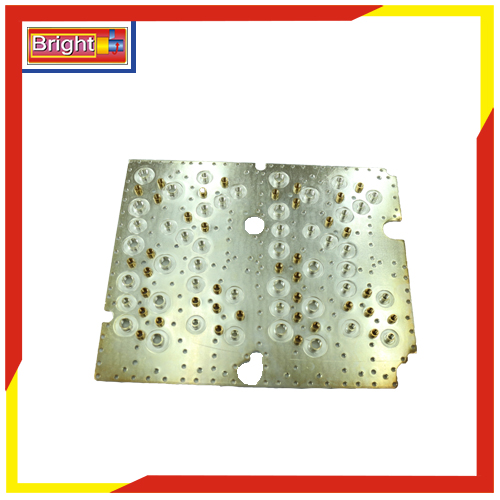
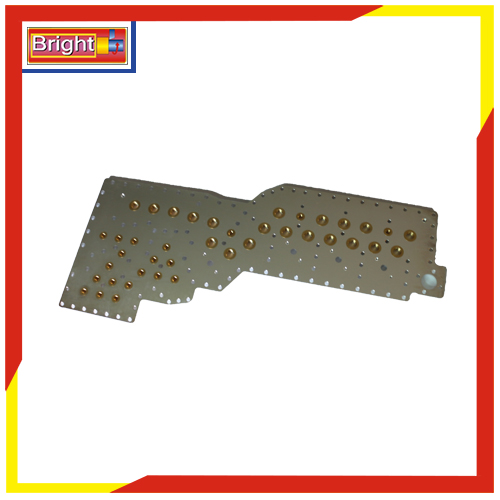
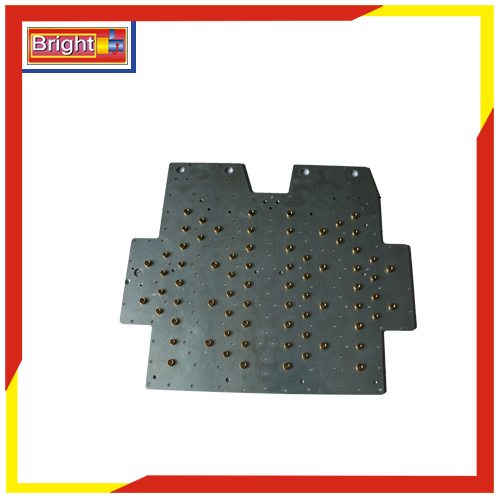
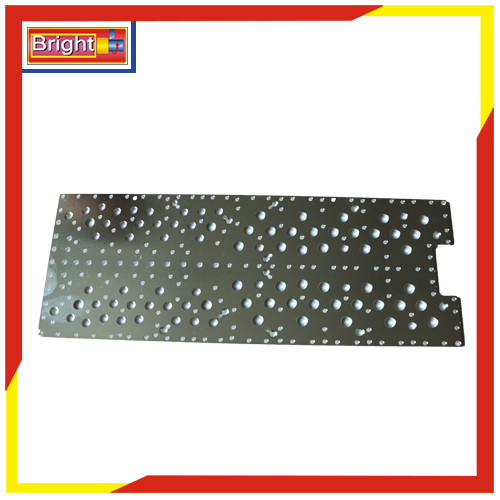
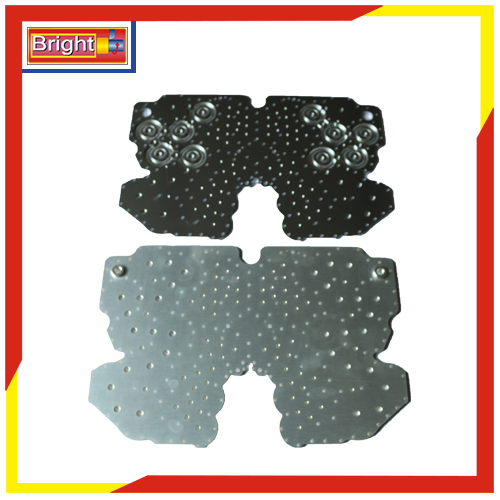
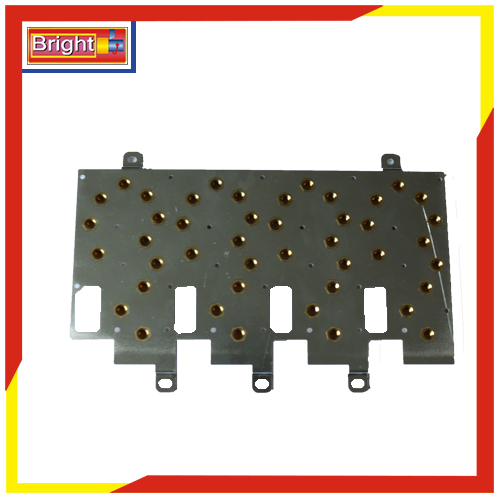
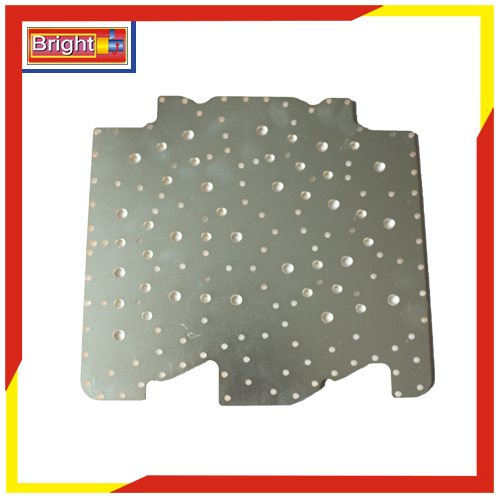
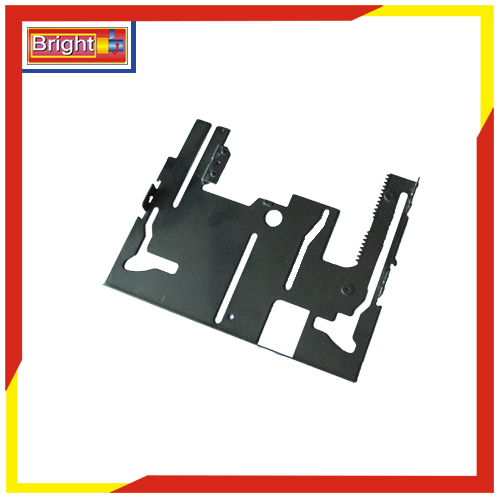
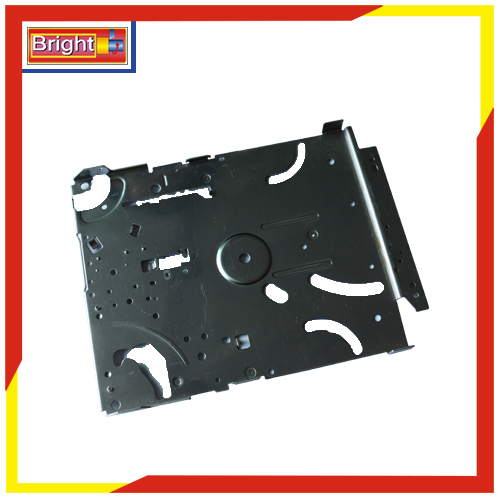
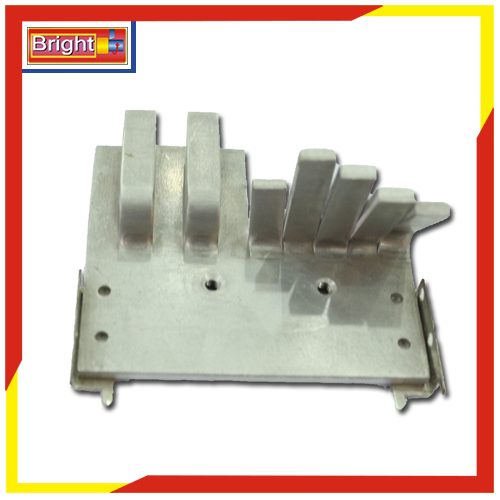
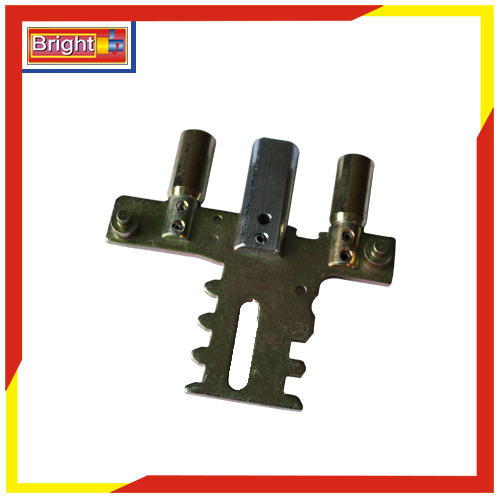
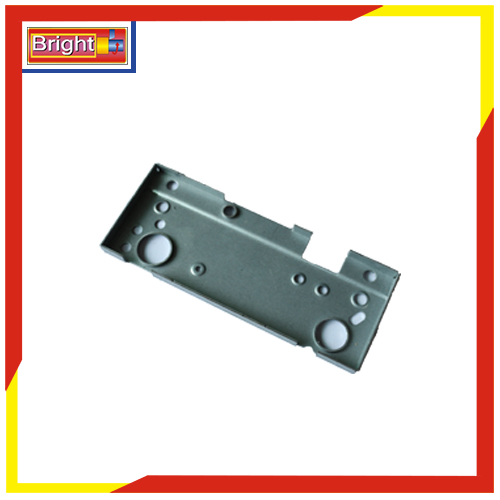
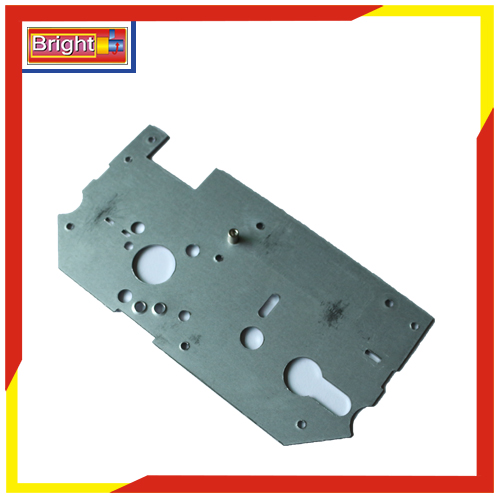
熱銷產品







































































H
熱點新聞C
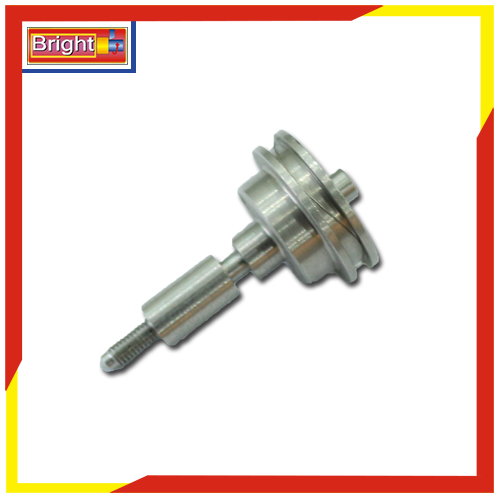
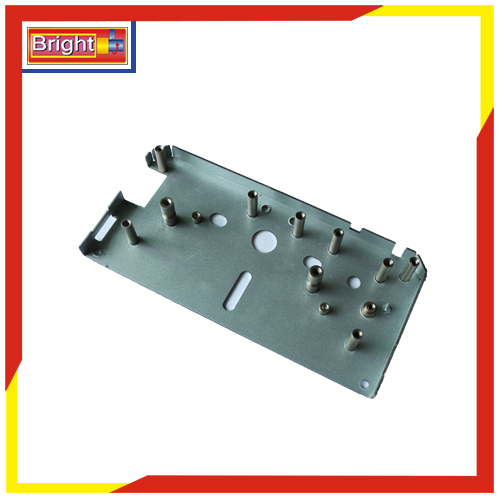
聯系我們五金件沖壓加工的設計原則

(1)五金件沖壓加工的沖壓件必須滿足產品使用和技術性能,并能便于組裝及修配。
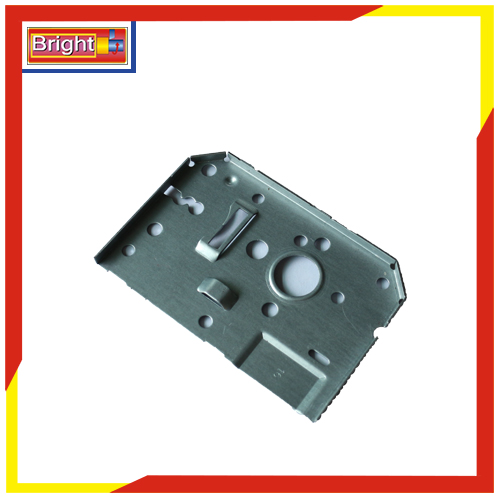
(2)五金件沖壓加工的沖壓件必須有利于提高金屬材料的利用率,減少材料的品種和規格,盡可能降低材料的消耗。在允許的情況下采用價格低廉的材料,盡可能使零件做到無廢料及少廢料沖裁。
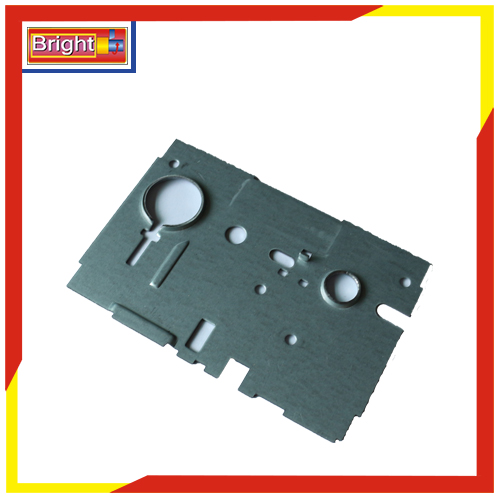
(3)五金件沖壓加工的沖壓件必須形狀簡單,結構合理,以有利于簡化模具結構、簡化工序數量,即用zui少、zui簡單的沖壓工序完成整個零件的加工,減少再用其他方法加工,并有利于沖壓操作,便于組織實現機械化與自動化生產,以提高勞動生產率。
(4)五金件沖壓加工的沖壓件,在保證能正常使用情況下,盡量使尺寸精度等級及表面粗糙度等級要求低一些,并有利于產品的互換,減少廢品、保證產品質量穩定。
(5)五金件沖壓加工的沖壓件,應有利于盡可能使用現有設備、工藝裝備和工藝流程對其進行加工,并有利于沖模使用壽命的延長。
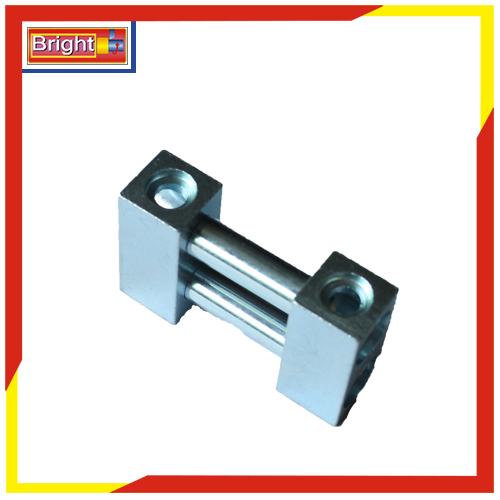
五金件沖壓加工鋁沖壓件時要注意什么?
1、鋁料較軟且模具容易堵料,所以在設計模具放間隙時宜放邊料厚10%的間隙,刀口直深位以2mm較為合適,錐度以0.8—1度為合適;
2、因為鋁料較脆,容易開裂,特別是在反折邊的情況下,故盡量不要做壓線,即使要做,也要將壓線做寬一點,打淺一點;
3、加工鋁沖壓件,刀口都要求用慢走絲線割,以防毛刺及落料不順現象,鋁件容易產生高溫,所以使用的模具沖子硬度要求60度以上,至少用SKD11材質以上;
4、沖壓件加工廠要想把鋁沖壓件加工好,降低不良率,首先要清潔,包括模具、沖床臺面,流水線以及包裝材料等,必須做到無尖銳雜物,無臟污。



 微信掃一掃
微信掃一掃