中文 
H
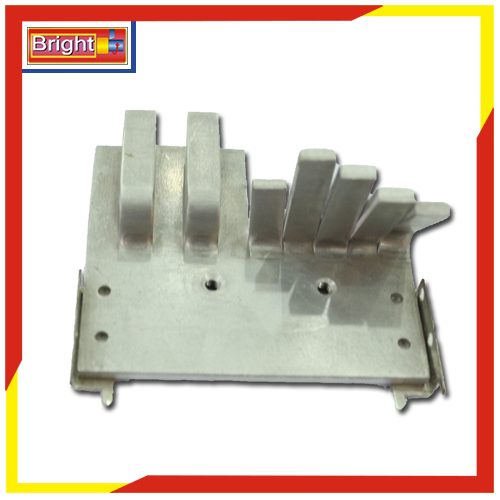
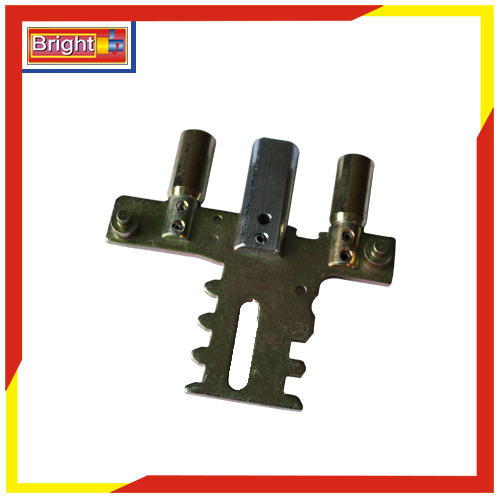
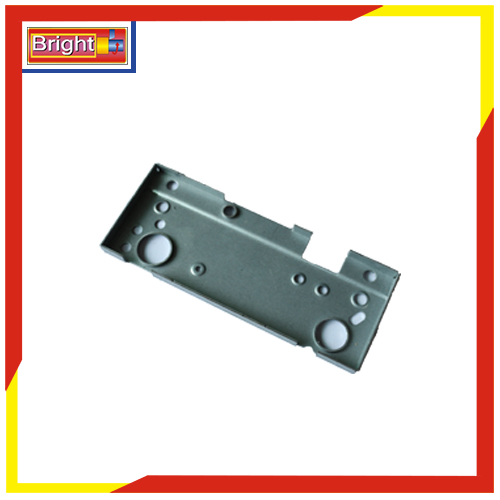
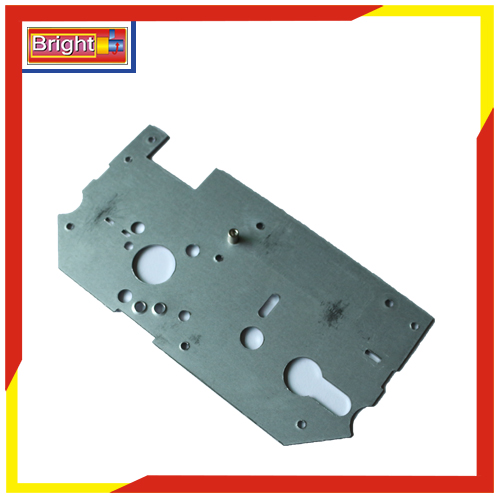
熱銷產品







































































H
熱點新聞C
聯系我們非標五金件沖壓CNC加工的加減速控制是怎么樣的?

1.柔性加減速控制基本思想
在CNC加工當中,一般是由系統程序直接實現特定的自動加減速控制功能。在這方式下,要對系統加減速特性進行改變或加減控制修改數控程序,因而普通用戶無法按自己的意愿使數控機床具有zui佳的加減速性能。所以我們提出的柔性加減速控制方法則采用數據庫的原理,將加減速控制分為加減速描述與實施兩部分,并將加減速描述與系統程序相分離。在數控系統軟件中,則設計一條通用的與加減速數據庫內容無關的控制通道,由其獨立完成加減速計算和軌跡控制。
2.柔性自動加速控制
設定加速曲線,解析曲線和非解析曲線,將其作為樣板以數表的形式存放于加減速曲線庫中。
3.柔性自動減速控制
加速控制一樣將其作為樣板以數表的形式存放于加減速曲線庫中。合理的自動加減速控制是保證數控機床動態性能的重要環節。傳統的基于固定曲線的自動加減速控制由于缺乏柔性,不易保證加減速過程與機床性能相配合,難以使機床運動的動態特性達到zui佳。
非標五金件沖壓精密機械加工過程中要注意的幾大方面:
1、作前檢查運動部分是否加注了潤滑油,然后啟動并檢查離合器、制動器是否正常,并將機床空運轉1-3分鐘,機械有故障時嚴禁操作。
2、操作時必須思想集中,嚴禁閑談,相互配合,操作者切勿在煩躁、疲倦的狀態下操作,以免發生事故,確保操作安全。
3、必須等其他人員全部離開機械工作區,并拿走工作臺上的雜物后,方可啟動電源開動機械,安全進行加工。
4、機械開動后,由一人運料及機械操作,其他人不得按動電建或腳踩腳踏開關板,更不能將手放入機械工作區或用手觸動機械的運動部分。機械工作時,禁止將手伸入滑塊工作區,嚴禁用手取、放工件。在沖模內取、放工件時必須使用符合標準的工具。如發現機械有異常聲音或機器失靈,應立即關閉電源開關進行檢查。
5、更換模具時首先關閉電源,沖床運動部門停止運轉后,方可開始安裝、調試模具。安裝調整完畢后,用手搬動飛輪試沖兩次,檢查上下模具是否對稱、合理,螺絲是否堅固,壓邊圈是否在合理的位置上。
6、下班時,應關閑電源,并整理好崗位上的成品、邊料和雜物等,確保工作環境清潔及安全。



 微信掃一掃
微信掃一掃