中文 
H
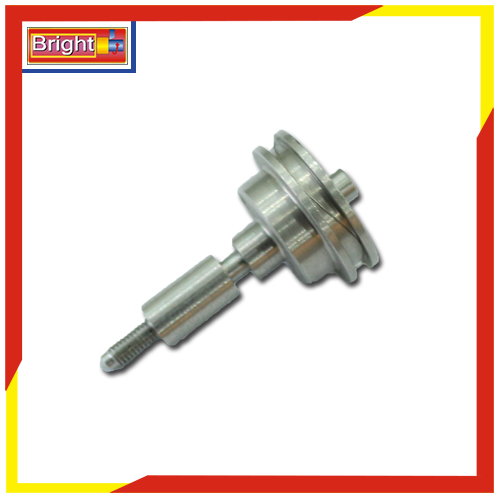
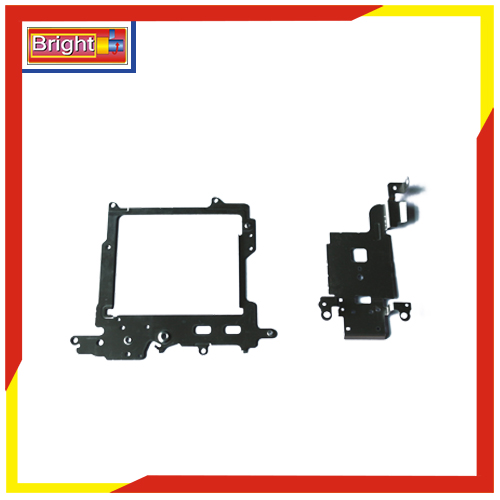
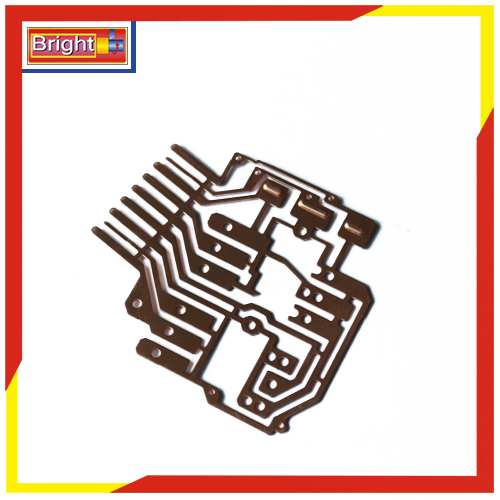
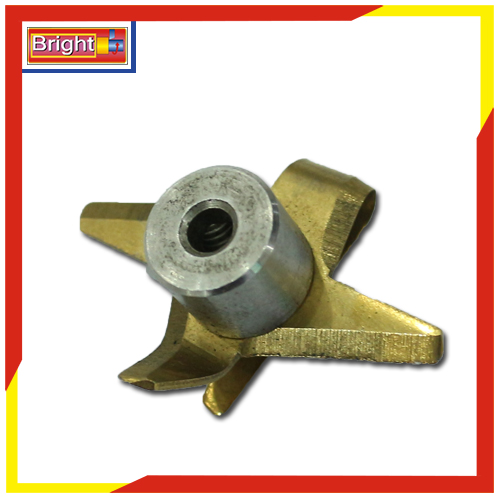
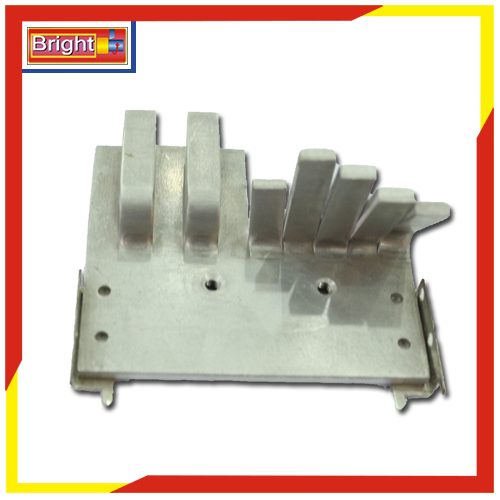
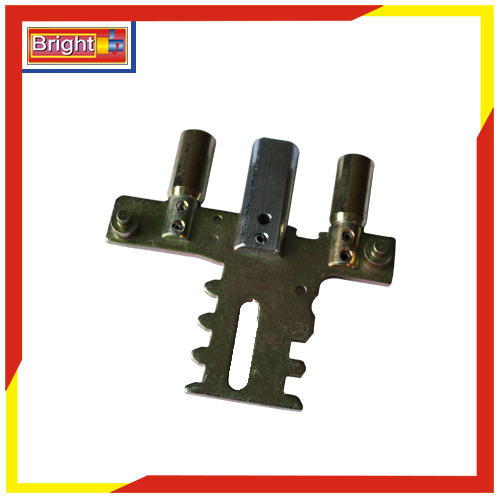
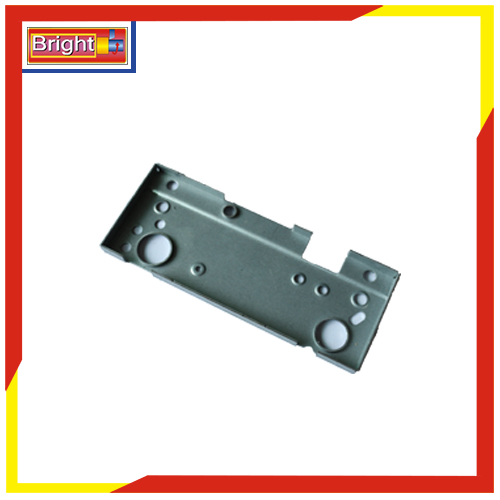
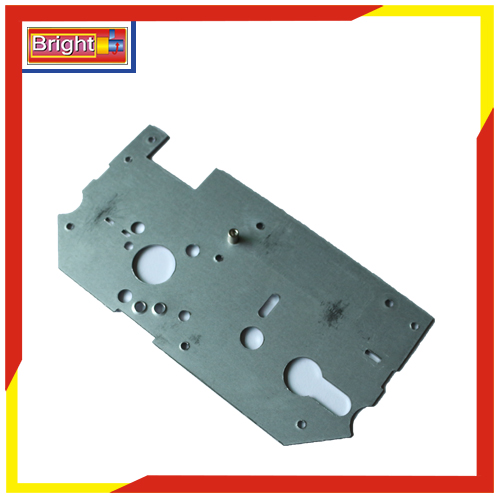
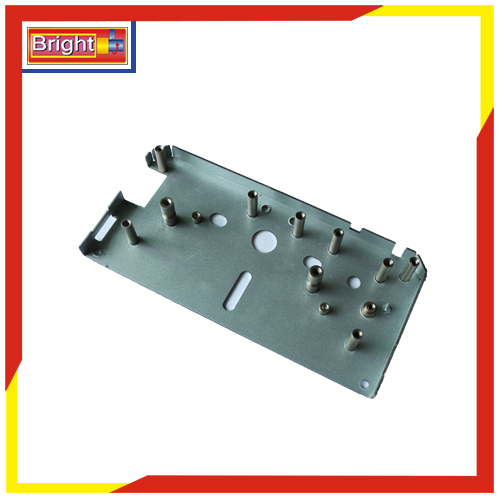
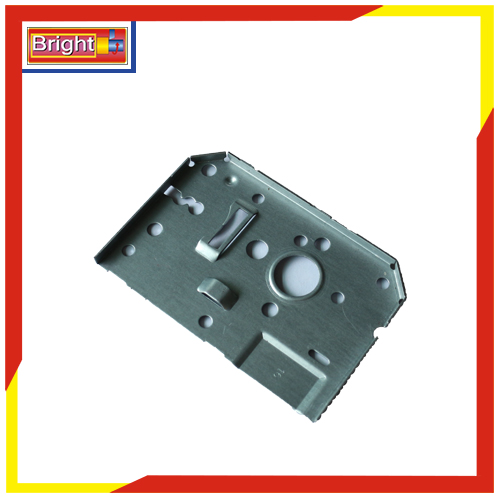
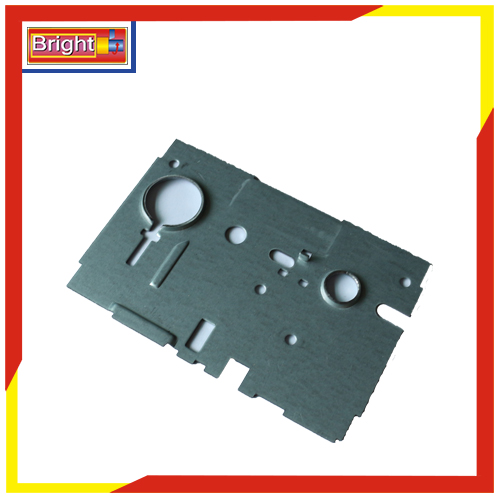
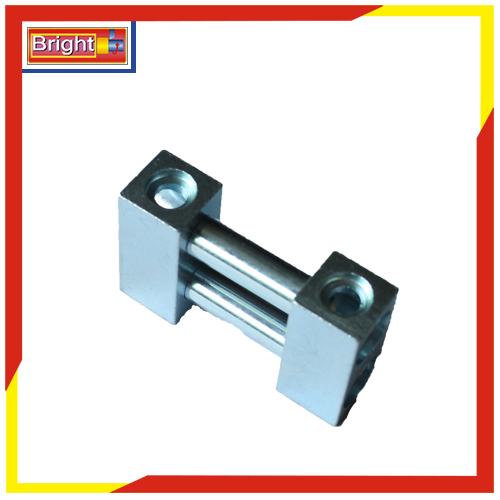
熱銷產品







































































H
熱點新聞C
聯系我們自動車床加工中切屑有變形的原因
日常自動車床加工過程經常會有一些工件自動變形,其形成的原因主要有以下兩種
第一種是切削過程中所形成的,我們稱之為基本變形。用平前刀面車刀自由切削時所測得的切屑變形,比較接近于基本變形的數值。影響基本變形的主要因素有刀具前角、負倒棱、切削速度三項。前角越小,負倒棱越寬、切削速度越低,則切屑的變形越大,越有利于斷屑。所以,減小前角、加寬負倒棱,降低切削速度可作為促進斷屑的措施。
第二種是切屑在流動和卷曲過程中所受的變形,我們稱之為附加變形。因為在大多數情況下,僅有切削過程中的基本變形還不能使切屑折斷,必須再增加一次附加變形,才能達到硬化和折斷的目的。迫使切屑經受附加變形的zui簡便的方法,就是在前刀面上磨出(或壓制出)一定形狀的斷屑槽,迫使切屑流入斷屑槽時再卷曲變形。切屑經受附加的再卷曲變形以后,進一步硬化和脆化,當它碰撞到工件或后刀面上時,就很容易被折斷了。

自動車床加工之車床日常維護及保養
有切實可行的維護保養制度。這是搞好日常維護的關鍵所在,如果沒有健全的制度,再好的條例也無法得到貫徹。
有明確的操作規程。這是保證車床安全運行的重要措施之一,操作員一定要按操作規程操作。操作規程中要明確規定開機、關機的順序和注意事項,例如開機后首先要手動或程序拽住自動回參考點,非電修人員,包括操作者不能隨便動電器;不得隨意修改參數;車床在正常運行時不允許開或關電氣柜的門;車床在正常運行時禁止按動:急停按鈕和復位按鈕等。
保護良好的潤滑狀態。定期檢查、清洗自動潤滑系統,添加或更換油脂油液,使絲杠、導軌等運動部件始終保持良好的潤滑狀態,以降低機械的磨損速度。
進行機械精度的檢查調整,包括換刀系統、工作臺交換系統、絲杠反向間隙等的檢查調整,以減少各運動部件之間的形狀和位置偏差。
檢查各插接件有無松動。
經常清掃衛生。如果太臟,粉塵太我,可能影響車床的正常工作。如電路板太臟,可能產生適中現象;油水過濾器、空氣過濾網太臟,會由于壓力不夠、散熱不好造成故障。所以必須定期清掃衛生。



 微信掃一掃
微信掃一掃