中文 
H
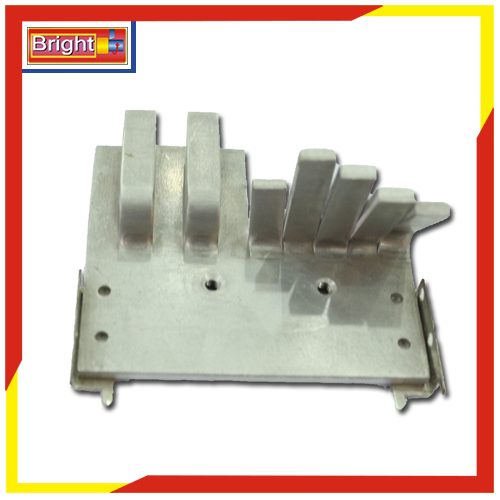
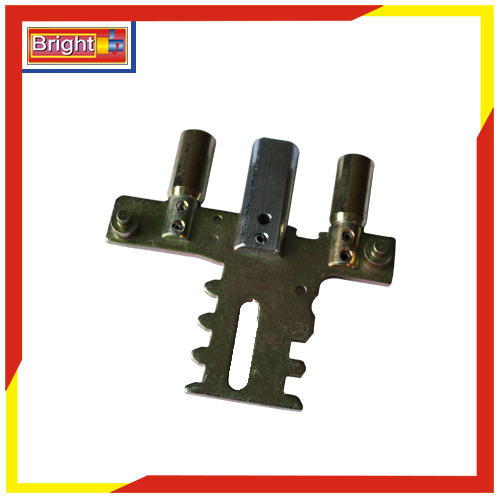
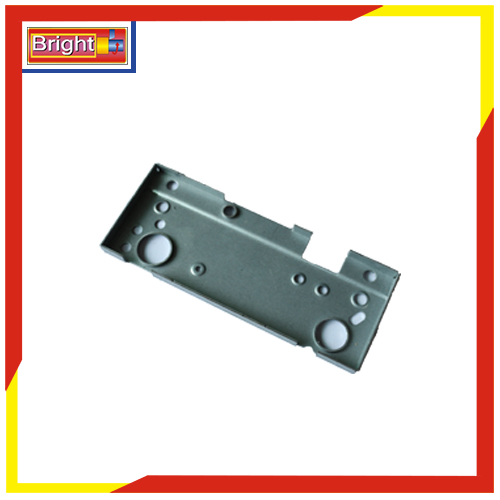
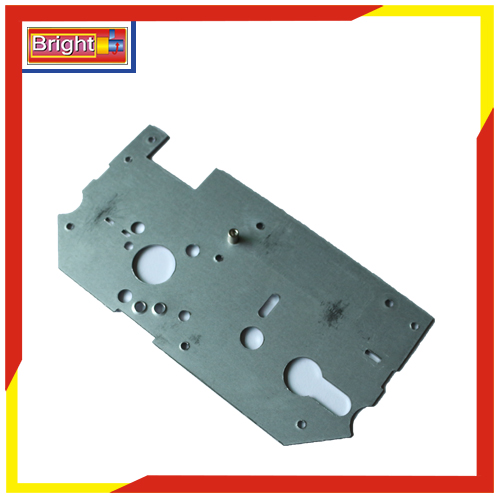
熱銷產品







































































H
熱點新聞C
聯系我們五金沖壓件之控制五金沖壓件彎裂的措施
1、采用表面質量完好無缺陷的材料。若毛坯有缺陷,應在彎曲前清理掉,否則彎曲時會在缺陷處開裂。
2、對于比較脆的材料、厚料以及冷作硬化的材料,可采用加熱彎曲的方法,或者采用先退火增加材料塑形再進行彎曲的方法。
3、對于較厚材料的彎曲,若結構允許,可先在彎曲圓角內側開槽,再進行彎曲。
4、工件彎曲半徑小于zui小彎曲半徑。
5、彎曲線與材料的纖維方向垂直。
6、毛坯中有毛刺的一面作為彎曲內側。由于各種十分復雜因素的影響,所以zui小彎曲半徑的數值一般用試驗方法確定。

五金沖壓件之如何確定汽車五金沖壓件的沖壓工序數
沖壓加工廠,加工五金沖壓件,不銹鋼拉伸件,碳鋼件,汽車五金沖壓件具有良好的工藝性和經濟性,衡量其水平的重要標志就是沖壓件的工序數、車身總成的分塊數量和尺寸大小、沖壓件的結構等因素。減少沖壓過程的工序數意味著減少沖壓件數、節省工裝數量、簡化沖壓過程的傳送裝置、縮減操作人員和設備占地面積等,是節約投資及能耗的極佳措施,所以五金沖壓制造商都能把沖壓工序數設計作為降低汽車制造成本的重要途徑,甚至不惜改進產品設計來滿足制造工藝的要求,同時還采用盡量大尺寸的合理的車身總成分塊,如整塊式車身左右側板及車頂蓋板,既可使汽車外形更加美觀實用,減少空氣阻力,又可減少沖壓件數量及焊點,能有效地降低成本。
在制定工件的沖壓工藝時,處理工序的分散與集中是比較復雜的問題。它取決于工件的批量、結構形狀、質量要求、工藝特點等。對于通常是大批量生產的汽車沖壓件,應當盡量采取工序集中的方案,采用復合或級進模進行沖壓,這樣既提高生產率,又能做到安全生產。實踐經驗表明,對于復合模,集中到一副模具上的工序數量不宜太多,一般為 2~3個工序,zui多4個,對于級進模,集中的工序數可以多一些,因為其模具結構的布局范圍自由度更大。



 微信掃一掃
微信掃一掃