中文 
H
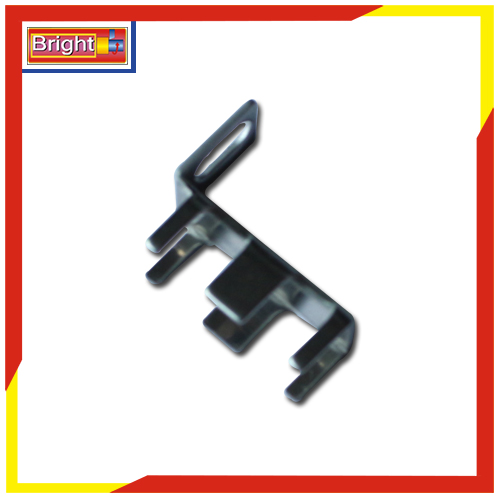
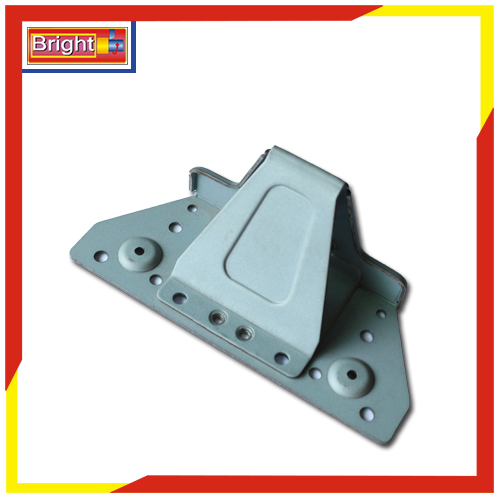
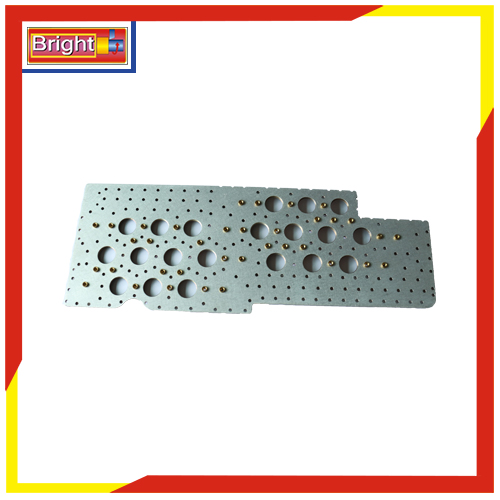
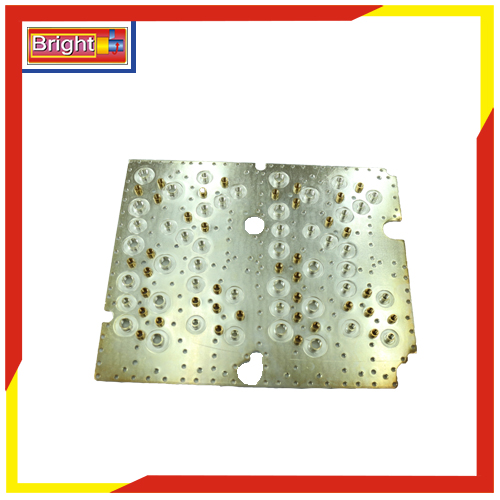
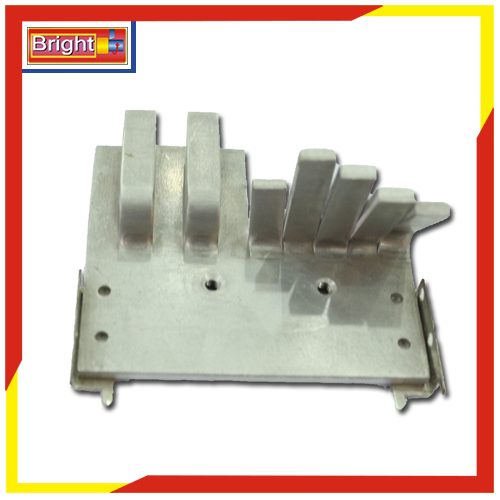
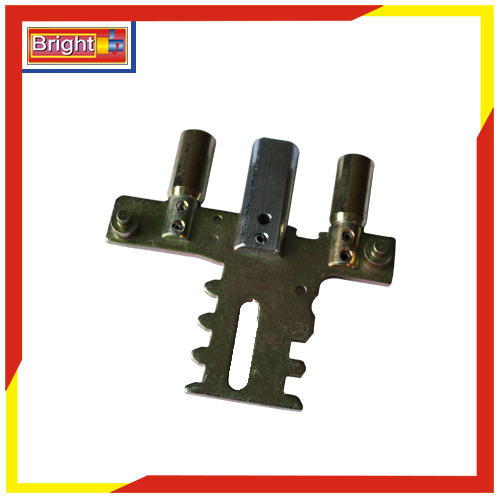
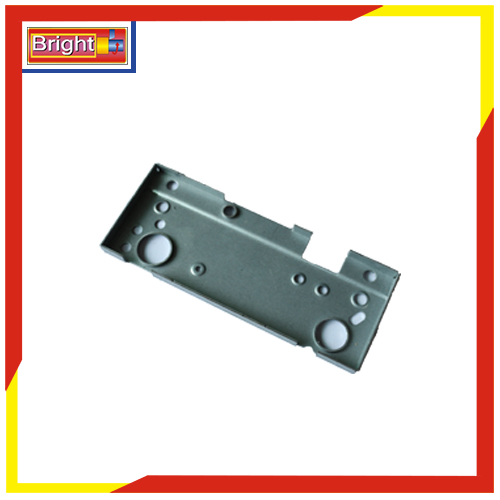
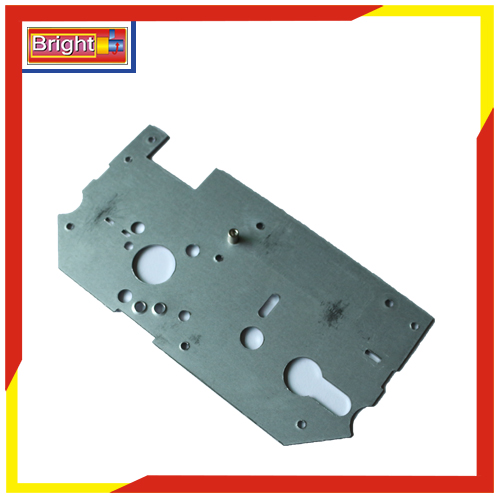
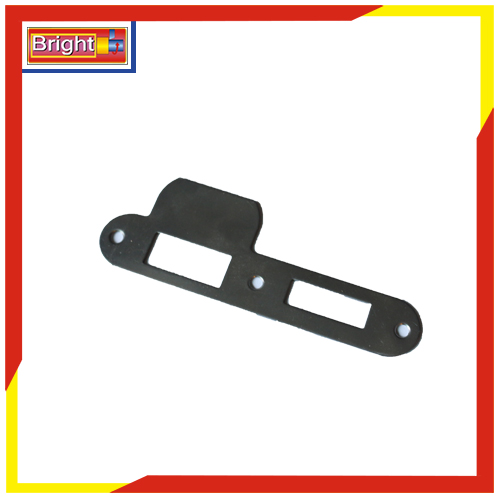
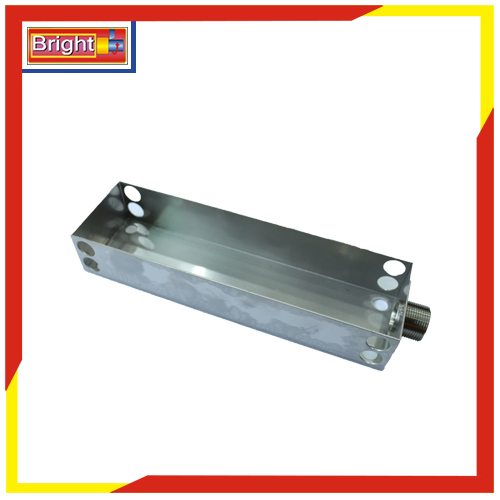
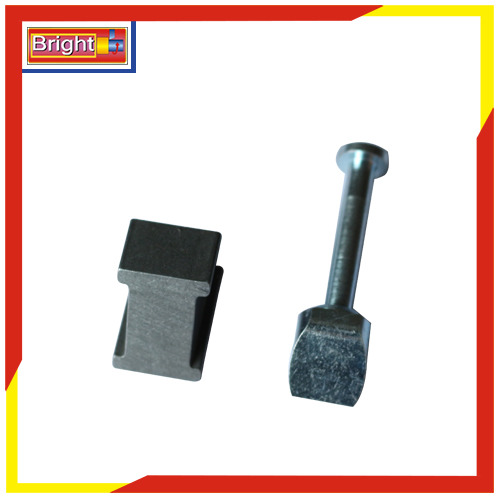
熱銷產品







































































H
熱點新聞C
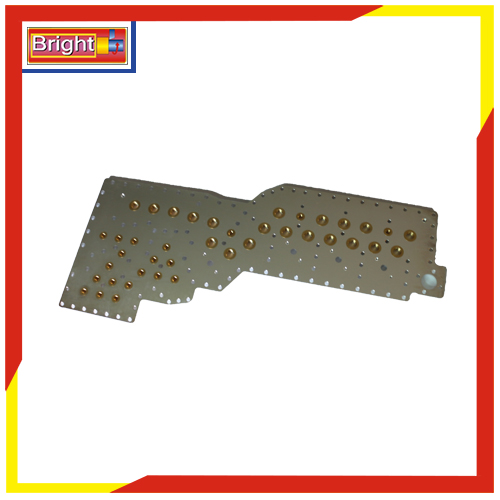
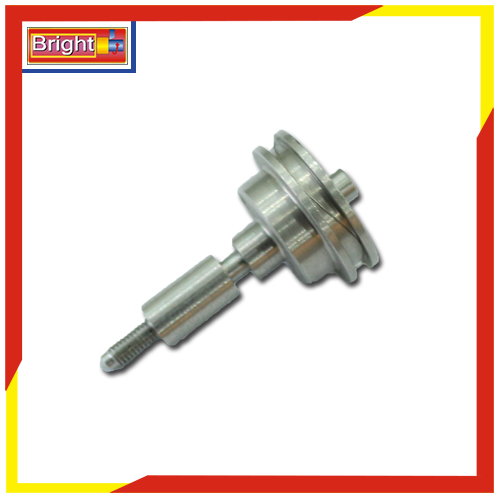
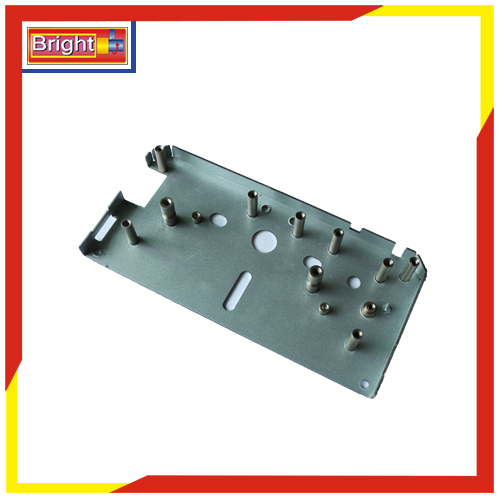
聯系我們非標五金件加工的七大工藝性能
1. 鑄造性能:主要指的是合金的鑄造性能,而合金的鑄造性能主要是指合金的流動性能和收縮性能等。鑄件的結構,如果不能滿足合金鑄造性能的要求,則可能產生澆不足、冷隔、縮松、氣孔、裂紋和變形等缺陷。
2. 焊接性能:指金屬材料通過加熱或加壓的方法,把兩個或兩個以上金屬材料焊接到一起,接口處能滿足非標五金零件加工使用目的的特性。
3. 頂氣段性能:指金屬材料能承授予頂鍛而不破裂的性能。
4. 冷彎性能:指金屬材料在常溫下能承受彎曲而不破裂性能。在非標五金零件加工中彎曲程度一般用彎曲角度α(外角)或彎心直徑d對材料厚度a的比值表示,a愈大或d/a愈小,則材料的冷彎性愈好。
5.沖壓性能:金屬材料承受沖壓變形加工而不破裂的能力。在常溫下進行沖壓叫冷沖壓。檢驗方法用杯突試驗進行檢驗。
6. 耐腐蝕性:指金屬材料抵抗各種介質侵蝕的能力。
7. 抗氧化性:指金屬材料在高溫下,抵抗產生氧化皮能力。

非標五金件加工鋼結構螺栓的注意事項
1.鑄件表面不允許出現絕緣,裂縫,收縮和穿透缺陷以及嚴重的缺陷缺陷(如鑄造不足,機械損壞等)。
2.鑄件應清潔干凈,無毛刺和毛刺。非機械加工表明澆注立管應與鑄件表面齊平。
3.鑄件非機加工表面上的鑄件和標記應清晰,位置和字體應符合圖紙要求。
4.鑄件非機加工表面的粗糙度,砂型鑄造R,不大于50μm。
5.鑄件應從澆注立管,飛荊棘等處移除。非機加工表面上的立管剩余量應進行平整和拋光,以滿足表面質量要求。
6.應去除鑄件上的型砂,芯砂和芯骨。
7.鑄件具有傾斜部分,其尺寸公差帶應沿傾斜表面對稱布置。
8.鑄件上的型砂,芯砂,芯骨,肉質,粘砂應進行平整和清潔。
9.錯誤型,老板鑄造等應予以糾正,以實現平穩過渡,保證外觀質量。
10.鑄件非機加工表面上的皺紋,深度小于2mm,間距應大于100mm。
11.機器產品鑄件的非機加工表面需要噴丸處理或滾筒處理,以達到Sa2 1/2水平的清潔度。
12.鑄件必須是水韌化的。
13.鑄件表面應平整,并應去除澆口,毛刺,沙子等。
14.鑄件不允許有鑄造缺陷,如冷隔板,裂縫,孔等,這些都是有害的。



 微信掃一掃
微信掃一掃